Содержание:
- Старые советские модели станков по дереву и металлу
- Токарно-винторезный станок ИТ-1М
- Токарно-винторезный станок ТВ-6
- Токарные станки Универсал 2 и Универсал 3
- Токарный станок ТШ-3
- 1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
- Токарно-винторезный станок 1М63Н
- Токарно-револьверный станок 1341
- Токарно-винторезный станок 1Н65
- Токарно-винторезный станок 1М63
- Станок токарно-винторезный 1А616
- Токарный школьный станок ТВ-4
- Токарный станок по металлу Школьник ТВ-7
- Настольный токарный станок по металлу ТВ-16
- Принцип работы
- Используемая литература
- Разряды токарей
- Управление задней бабкой токарного станка
- Шлифовка станин
- Основные конструктивные особенности
- Устройство передней бабки
- Регулировки
- Как выбрать
- Какие работы можно выполнять
- Особенности оборудования
- Принцип работы настольных станков
- Какие детали может обрабатывать
- Обзор современных производителей
- Как написать управляющую программу
- Основные преимущества
- Виды станин станков
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Принцип работы
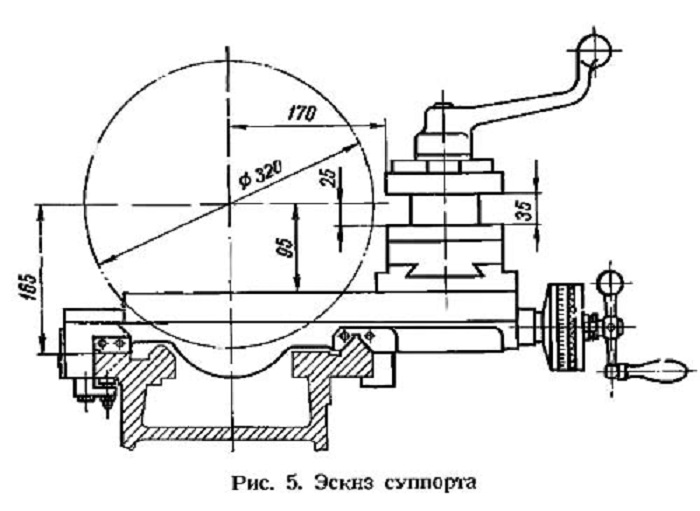
Обрабатываемая деталь закрепляется на планшайбе, которой
сообщается вращательное движение в горизонтальной плоскости. Режущие
инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт 3
служит в основном для обточки наружных поверхностей, выточки канавок и подрезки
торцов; в его четырехпозиционной головке закрепляются резцы различных типов.
Верхний поворотный суппорт Биспользуется для обработки наружных и
внутренних конических поверхностей. Верхний суппорт Г имеет пятипозиционную
револьверную головку, в которой закрепляются инструменты, предназначенные
главным образом для обработки отверстий.
Рис 1, д
Карусельные станки, предназначенные для
обработки деталей диаметром больше 1500 мм, изготовляют с двумя вертикальными
стойками. Диаметр стола у таких станков доходит до 25 м. Карусельные станки
значительно удобнее лобовых как в отношении установки и закрепления деталей,
так и в отношении точности обработки и производительности. Удобное расположение
стола (горизонтальное) позволяет сравнительно просто и быстро устанавливать
крупные детали для обработки и снимать их со станка. В серийном производстве
находят применения многорезцовые токарные станки и токарно-револьверные станки,
в массовом производстве — токарные полуавтоматы и автоматы.
Характеристика токарных станков
|
Модель станка |
Растояние между |
Наибольший |
Диаметр прутка, |
Пределы частот |
Пределы подач, |
Мощность |
||
|
над станиной |
над суппортом |
продольных |
поперечных |
|||||
|
1612П |
500 |
260 |
140 |
18 |
33,5-1520 |
0,008-0,2 |
0,008-0,0075 |
1,5 |
|
ТС 135 |
500 |
270 |
140 |
18 |
33,5-2000 |
0,008-0,2 |
0,0003-0,0075 |
2,8 |
|
1615М |
750 |
320 |
150 |
18 |
44-1000 |
0,006-2,72 |
0,025-1,1 |
2,8 |
|
1661 |
750 1000 |
320 |
170 |
32 |
16-2000 |
0,041-1,082 |
0,013-0,35 |
4,5 |
|
1Л61 |
500 |
170 |
32 |
10-1250 |
0,041-1,082 |
0,013-0,35 |
2,8 |
|
|
1161 |
750 |
320 |
175 |
34 |
16,5-1180 |
0,05-1,6 |
0,025-0,8 |
4,5 |
|
ТВ320 |
500 |
320 |
170 |
24 |
36-2000 |
0,03-0,48 |
0,012-0,184 |
2,8 |
|
1А62 |
750 1000 1500 |
400 |
210 |
36 |
11,5-1200 |
0,082-1,59 |
0,027-0,52 |
7,0 |
|
1616 |
750 |
320 |
175 |
34 |
44-1980 |
0,06-3,6 |
0,044-2,47 |
4,5 |
|
1Д62М |
750 1000 1500 |
410 |
210 |
37 |
11,5-600 |
0,082-1,59 |
0,027-0,52 |
4,3 |
|
1М620 |
710 |
400 |
220 |
48 |
12-3000 |
0,075-4,46 |
0,037-4,46 |
14 |
|
1624 |
1000 |
500 |
290 |
56 |
10-1400 |
0,07-2 |
0,035-1,0 |
7,0 |
|
1Б20П |
400 |
220 |
50 |
16-1600 |
0,05-2,8 |
0,025-1,4 |
4,1 |
|
|
1Д63А |
1500 3000 |
615 |
345 |
68 |
14-750 |
0,15-2,65 |
0,05-0,9 |
10 |
|
1А64 |
2800 |
800 |
450 |
80 |
7,1-750 |
0,2-3,05 |
0,07-1,04 |
20 |
|
165 |
2800 |
1000 |
600 |
80 |
5-500 |
0,2-3,05 |
0,07-1,04 |
28 |
|
1658 |
8000 |
1000 |
650 |
80 |
5-500 |
0,2-3,05 |
0,07-1,04 |
28 |
|
1660 |
6300 |
1250 |
860 |
75 |
3,15-200 |
0, 19-11,4 |
0,075-4,5 |
60 |
Используемая
литература
1.
Г.А. Левит. Металлорежущие станки, 2 изд., т. 1, М., 1965.
.
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело. Уч. Пособие для проф.
техн. училищ. — М: Высшая школа, — 1972. — 304 с.
.
Ятченко С.В. «Токарное дело», М.: Сельхозгиз, 1958 г., 532 с.
.
Михайлин, Ю.А. Конструкционные полимерные композиционные материалы. — Санкт —
Петербург: Научные основы и технологи. 2008 г.
5. Классификация
токарных станков — http://delta-grup.ru/bibliot/4/21. htm <http://delta-grup.ru/bibliot/4/21.htm>
Разряды токарей
С ростом профессиональной подготовки токарь может подтверждать свои умения сдает экзаменов для перехода в следующий разряд, чем выше разряд, тем больших теоретических знаний необходимо специалисту и, тем более, тонкое владение инструментов он должен демонстрировать
- токарь 2-го разряда владеет навыками работы на универсальных станках, с деталями 12-14 квалитета;
- токарь 3-го разряда подтвердил навыки по наладке универсальных станков, работы с плазмотроном, заточке резцов, готов обрабатывать детали 7-10 квалитета;
- токарь 4-го разряда выполняет плазменно-механическую обработку, управляет санками с тремя и более суппортами, нарезает двухзаходные резьбы;
- токарь 5-го разряда обрабатывает сложные детали до 6-7 квалитета точности, обрабатывать высоколегированные стали и накатывать многозаходные резьбы;
- токарь 6 разряда высшая ступень профессионального мастерства, специалист работает с 5 квалитетом и может выполнять настройку тонкого инструмента, с несколькими сопряженными поверхностями.

Токарь
Сдача экзаменов для перехода от разряда к разряду разделена периодом не менее года.
И иногда от специалиста с уникальными токарными навыками может полностью зависеть производственный процесс на предприятии. Сдача экзаменов по специальности токарное дело открыта во многих профессиональных обучающих центрах, обычно для экзамена потребуется дополнительно пройти обучающий курс и оплатить переподготовку и сам экзамен.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным
Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна
Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке
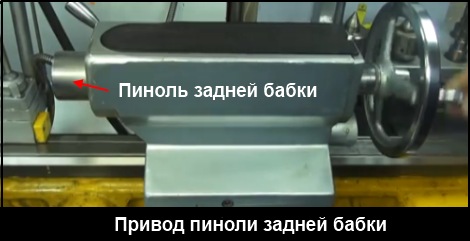
- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Шлифовка станин
Смотреть цены на шлифовку станин >>
ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
Мы осуществляем шлифовку станин различных типов станков. Например:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Узнайте стоимость шлифовки (шлифовка цена)
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас! Цены на шлифовку станин, кареточных групп, стоек и т.д.
Максимальные параметры обрабатываемых изделий:
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины.
Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное. |
|
| Длина, мм | 700 |
| Ширина, мм | 430 |
| Высота, мм | 520 |
| Масса, кг | 115 |
Технические характеристики
| Наименование | Параметры |
| Диаметр шлифовальной чашки, мм | 125 |
| Посадочный диаметр, мм | 32 |
| Мощность привода, кВт | 0,55 |
| Напряжение, В | 380 |
Принимаем заказы на обработку станин в цехах заказчика — выезд представителя на место работы.
Наибольшая длинна шлифования, мм
8590
Ширина стола, мм
1800
Проход между стойками, мм
2020
Высота шлифования, мм
1580
Наибольший вес обрабатываемого изделия, кг
12500
Информацию о ценах и сроках исполнения заказов по шлифовке направляющих можно узнать по тел.:
- 8
- 8
или по эл.почте:
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин.
Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
О важности шлифовки
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодической шлифовке. Шлифовка направляющих станины, она же шлифовка станины, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки.
rosstanko.com
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
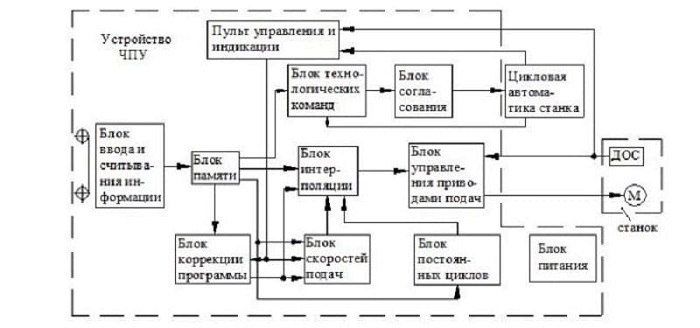
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Устройство передней бабки
Основным узлом передней баки является шпиндель. Шпиндельная бабка закреплена на левом краю станины. Это наиболее важная деталь из всей конструкции.
Во внутреннем коническом отверстии шпинделя фиксируются различные необходимые приспособления, инструменты, оправки.
Как работает
Движение шпинделю передается от шкива клиноременной передачи. Все валы и сам шпиндель установлены на опорах качения.
При прямом направлении вращения у станка, необходимы большие крутящие моменты. Это возникает за счет большого числа дисков, которые расположены в левой части фрикционной муфты.
Если коробка передач закреплена в тумбе станины, то со шпинделем она связана ременной передачей. Такие модели оборудования названы станками с разделенным приводом.
Для чего она нужна?
Передняя бабка осуществляет основное движение и передает вращательный момент от приводного электродвигателя непосредственно к заготовке.
Если станок универсальный, то на нем передняя бабка с помощью конструктивных элементов осуществляет привод подачи суппорта с режущим инструментом.
Регулировки
Любая пара направляющих работает при оптимально достаточной величине зазора между ними. Превышение этой величины понижает жёсткость сопряжений, отрицательно влияет на качество и точность обработки.
Жёсткость поворотного резцедержателя обеспечивается винтовым зажимом и фиксирующим устройством совместно. Если силы фиксирующего устройства недостаточно, возникает опасность разрушения этого ответственного узла от осевых или радиальных нагрузок.
Износ трущихся поверхностей суппортов и станин неравномерен и достигает, порой, сотых и даже десятых долей миллиметра. По этой причине невозможно установить одинаковые зазоры на всех рабочих поверхностях. Винты привода салазок изнашиваются также неравномерно.
Для сохранения рабочего диапазона салазок, регулировку зазоров производят с установкой каретки в место с минимальным износом. Направляющие станины интенсивно изнашиваются ближе к передней бабке. Наибольший износ поперечных салазок в середине их рабочего диапазона. Направляющие верхних салазок износу подвержены меньше, поскольку не так часто бывают в работе.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка. Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
Какие работы можно выполнять
На оборудовании можно выполнять различные работы по металлу и различным сплавам.
Токарная обработка
На токарно-карусельных станках производят заготовки различной формы диаметром до 10000 мм, при относительно небольшой длине.
Точение растачивание
Растачивание —самый распространенный способ обработки отверстий. Его получают при литье, штамповке или сверлении. При глубине резания более 10 мм растачивание выполняют двумя резцами. Чистовое растачивание выполняют одним резцом.
Подрезание торцов
Торцы обрабатывают и вертикальным, и боковым суппортом. Вертикальным обрабатывают любые поверхности путем подачи от краев к центру детали. Боковой суппорт обрабатывает неширокие поверхности. Широкие заготовки можно обработать несколькими резцами.
Прорезывание
Точение канавок до 25 мм не требует большой точности, поэтому их прорезают одним резцом за один проход. При повышенных требованиях к точности делают два хода резцом: черновой и чистовой. Более широкие канавки прорезают за несколько ходов одним или несколькими резцами.
Точение фасонных поверхностей
Фасонные поверхности обрабатывают специальными резцами. При большой длине окружности используют обычный резец с подачей по дуге окружности.
Сверление
Цилиндрический проем диаметром менее 40 мм сверлят одним сверлом; если диаметр больше 40 мм, используют сверление с рассверливанием; калибр первого сверла 20 мм. Кольцевое сверление применяют для создания отверстий диаметром 60 — 200 мм и длиной до 500 мм в плотном материале.
Зенкерование
Зенкерование употребляют при обработке отверстий размером до 100 мм вместо рассверливания или как метод первоначальной обработки проемов в отливках и штампованных заготовках.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
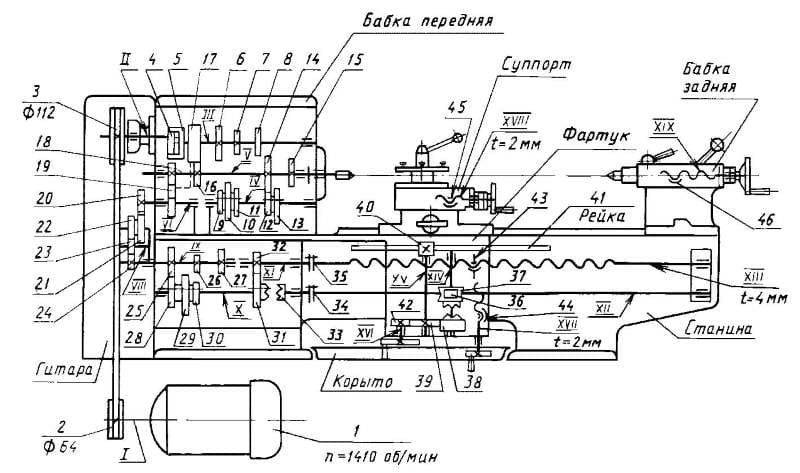
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы настольных станков
Мини-токарные станки работают по тому же принципу, что и большое промышленное оборудование.

Принцип работы станка несложен. Если нужно обработать достаточно длинную деталь, ее закрепляют в патроне шпинделя, на задней бабке устанавливают сверлильный патрон со сверлом, выполняют в торце детали центровочное отверстие.
Потом патрон меняют на вращающийся центр, которым поджимают заготовку со свободного торца.
В резцедержателе закрепляют и выставляют по высоте нужный резец. Суппорт приводится в движение либо с помощью рукояток подачи, либо автоматически, в зависимости от модели станка и выбранного режима обработки.
Коробка передач позволяет менять скорость вращения и режимы работы.
Закрепленная в патроне шпинделя деталь вращается вокруг горизонтальной оси, а резец снимает стружку на заданную глубину.
Для обработки металлических деталей резец изготавливается из твердосплавных материалов.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Обзор современных производителей
Выпуск токарных станков представлен российскими и зарубежными производителями. На мировом рынке металлообрабатывающего оборудования лидируют Германия и Япония.
Они выпускают разные модификации токарных станков, приспособления к ним и запчасти, а также работают с индивидуальными заказами.
Бренды:
- Siemens.
- Vollmer.
- Okuma.
- Yamazaki Mazak.
Справка! Не менее популярно оборудование китайской компании Jet. Производитель предлагает как настольные, так и промышленные станки.
Действующие российские производители:
- Московский завод Красный пролетарий.
- Ульяновский завод тяжелых станков.
- Балтийская машиностроительная компания.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
Основные преимущества
Если сравнивать с ручными станками, те, что оснащены ЧПУ, производительнее в четыре. Хотя диапазон производительности колеблется от заданных настроек и может составлять от полтора до пяти раз.
Благодаря тому, что в станке с ЧПУ совмещается гибкость универсального оборудования и высокая производительность автоматического станка решается проблема использования такой технологии как в серийном, так и единичном производстве.
Важно!
Благодаря новейшей электронике и лучшей вычислительной техники машиностроение, а именно изготовление деталей для автомобилей, выходит на преимущественно новый уровень.
Из-за того, что процесс становится практически полностью автоматизирован, потребность в квалифицированных работников, которые будут работать на станках, падает. Однако, к безработице это привести не сможет, так как теперь требуются мастера, которые будут следить за исправностью станка с ЧПУ. Благодаря этому без последствий поднимается качество работы.

Время, которое необходимо на пригоночные работы, значительно сохраняется из-за того, что детали делаются, можно сказать, по одному шаблону, поэтому они взаимозаменяемые.
Благодаря тому, что все программы по изготовлению новых изделий записаны в компьютер, пропала надобность переобучать персонал перед переходом на работу с новыми изделиями. Достаточно просто включить нужную программу.
Детали, которые делаются на станке с ЧПУ, изготавливаются намного быстрее. Кроме того, из-за отсутствия человека уровень брака и незавершённой работы значительно сокращаются.
Виды станин станков
Различают два основных вида изделия:
- горизонтальные опоры;
- вертикальные стойки.
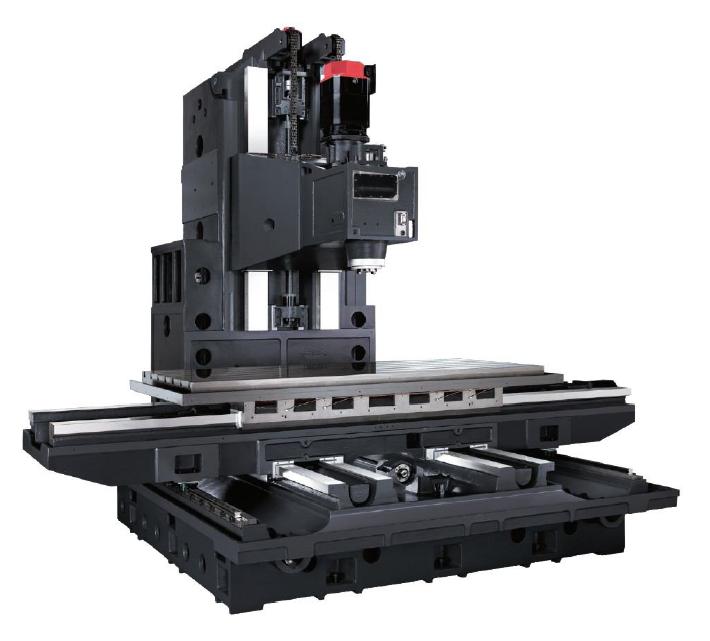
Для горизонтальных их форма и сечение выбираются исходя из следующих факторов:
- оптимальное размещение узлов и деталей;
- автоматизированное или ручное удаление стружки и других отходов производства;
- минимальные помехи для подведения передач и коммуникаций к двигателям, приводам, рабочим органам;
- отведение охлаждающей жидкости и стружки;
- обеспечение расчетных показателей прочности, жесткости, вибропоглощения и шумоподавления;
При проектировании вертикальных стоек максимальное внимание уделяют их жесткости. Для этого выбирают наилучшую форму сечения, комбинируя полые объемы со сплошным литьем, вводя дополнительные стенки, перегородки и ребра жесткости
При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости.
Для станин более легких станков становятся доступны и прямоугольные, и даже треугольные сечения.
Станины также разделяются на монолитные и сборные, состоящие из нескольких отдельно отливаемых и обрабатываемых деталей, которые соединяются в единое целое разъемными либо неразъемными соединениями.