Содержание:
Из чего состоит штангенциркуль
Основными составляющими штангенциркуля являются измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. Рассмотрим прибор внимательно.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
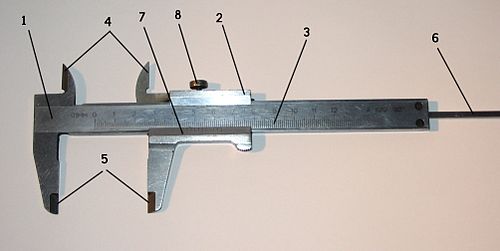
Схема штангенциркуля
Как видно из рисунка, главным измерительным элементом прибора является линейка, она выполняет роль штанги. Чаще всего её размер составляет 15 см. С одной стороны линейки расположены специальные зажимы, в виде губок.
Различают два варианта губок: внешние – 2, внутренние – 1
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи. Для повышения точности снятия мерок на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Нониусный штангенциркуль
Именно такой штангенциркуль чаще всего можно найти в домашней мастерской. Это самый простой механический прибор, который, однако, обеспечивать высокую точность измерений.
Нониус – это дополнительная шкала для расчётов, которая позволяет измерять доли миллиметра, каждый шаг деления составляет 0,19 мм
Циферблатный штангенциркуль и его цифровые вариации
Для того чтобы упростить процесс измерения и легко снимать показания, в электронной версии штангенциркуля нониус заменяется циферблатным механизмом. Здесь не нужно присматриваться и высчитывать показания. Всё для вас сделает электроника. Вам останется только посмотреть на данные и записать их.
Электронный штангенциркуль используется для более точных и быстрых вычислений, к примеру, специалистами для отбраковки деталей
В свою очередь цифровой штангенциркуль может проводить самостоятельные измерения, необходимо лишь зафиксировать прибор в нужном положении.
Схема измерения
Давайте детально рассмотрим, как пользоваться штангенциркулем. Для начала нужно определиться с характером измерений, и в зависимости от того будет ли измеряться внутренняя, внешняя часть или же глубина изделия, используется нужный элемент прибора, принцип измерения во всех случаях один, поэтому рассмотрим на примере замера внешней части детали:
Губки разводятся в стороны, предмет помещается между ними и губки соединяются (если предмет твердый, то можно хорошо сжать губки, если же измеряется мягкий предмет, то ту главное не смять деталь, иначе результат измерения будет неверным). Чтобы удобно было снять замер, результат можно зафиксировать крепежным винтиком.
На линейке проверяются полученные значения.
Так как число может быть не целым, то для определения долей необходимо обратить внимание на нониус. Первым делом нужно найти деление, которое совпадает с делением основной линейки (например, основная линейка выдала результат 2 см и 4 миллиметра “с копейками”, для вычисления “копеек” видим, что совпала риска 7 на нониусе с риской на основной линейке, значит получается результат 2,47 см).
Штангенциркуль — Википедия. Что такое Штангенциркуль
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
Устройство
Если взглянуть на фото штангенциркуля, то станет очевидным, что основные элементы устройства типичны для любого его вида:
- Линейка – штанга
- Губки для измерения внешней и внутренней части детали
- Глубиномер – дополнительная опция позволяет измерить глубину отверстий и пазов
- Нониус – дополнительная подвижная шкала, позволяющая измерить с точностью до десятых долей миллиметра (до 0,05 мм, большая точность уже не имеет смысла, так как человеческий глаз не разберет результат замера)
- Винт для фиксации замера
Длина штанги прибора 15 см, но есть и специфичные модели с более длинной линейкой.
Приемы измерения
Важно понимать: ни один штангенциркуль сам не измеряет деталь. Он просто отображает положение шкалы подвижной рамки относительно начала отсчета в определенном классе точности
Измерениями занимается человек и довольно часто именно он допускает серьезные ошибки.
Замеры внешних расстояний
Плоскости рабочих поверхностей штангенциркуля необходимо плотно подвести к измеряемой детали.
Ее ось должна быть перпендикулярно расположена к ним.
Исключить ошибку замера помогает наклон корпуса на поверхность измерения до его упора штангой или пользование специальными выступами на губках.
На длинных заготовках поверхность детали должна располагаться параллельно оси штанги штангенциркуля.
Измерения внутренних расстояний
Губки штангенциркуля должны плотно прилегать к внутренней поверхности и располагаться в перпендикулярной плоскости.
Определение углублений
Здесь также действуют все правила, описанные выше. На фотографии ниже показана одна из типичных ошибок, когда нарушается отклонение измерителя от плоскости, параллельной поверхности измеряемой детали.
Для точного определения углубления необходимо:
- обеспечить правильный упор торца штанги в базовую плоскость;
- выдвинуть подвижную рамку, плотно прижав концом указателя удаленную поверхность;
- обеспечить его кратчайшее расстояние до точки измерения параллельной ориентацией относительно поверхности детали;
- зафиксировать стопорный винт;
- правильно снять отсчет.
Надеемся, что небольшой обзор и краткие советы статьи помогут вам выбрать и купить штангенциркуль той модели, которая больше подойдет по своим характеристикам. А теперь приведем фото модели ШЦ-1 длиной 160 см и классом 0,1 мм, которая уже третий десяток лет работает в арсенале инструментов автора.
Чаще всего он используется для:
- выбора сверл по диаметру;
определения внутренних диаметров трубок;
замера углублений отверстий и пазов.
Одно время было увлечение токарными работами по дереву и для них был своими руками создан станок из электрической дрели. Вот тогда штангенциркуль использовался очень часто.
Потом пришлось заменить дрель на трехфазный асинхронный электродвигатель и подключить его к однофазной сети. Но после этого интерес к токарным работам как-то угас, а станок простаивает…
Как показала личная практика, класса точности 0,1 мм для выполнения домашних работ вполне достаточно, а если соблюдать правила эксплуатации, то такой прибор работает очень долго и надежно.
Хотя кому-то покажется это явно недостаточным и возникнет желание для своих нужд купить электронный штангенциркуль ШЦЦ-1 с классом 0,01 мм. Решайте сами.
В заключение материала рекомендуем посмотреть обучающий трехминутный видеоролик владельца Доминик “Как пользоваться штангенциркулем”.
Полезные товары
- Электропаяльник с регулируемой температурой
- Универсальный ТВ пульт в виде брелка
- Электровал с пультом для рулонной шторы
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ – 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ – 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ – 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
https://youtube.com/watch?v=Gn7y7uxfOJ4
Штангенциркуль ШЦ – 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Советы по выбору
Приобретение любого измерительного инструмента – дело очень важное и ответственное, поэтому к его выбору нужно подходить с особой тщательностью
Первое, на что нужно обратить внимание при покупке прибора – это класс точности и условия, в которых инструмент предполагается использовать
При покупке штангенциркуля, предназначенного для тонких ювелирных работ, лучше остановиться на коротких миниатюрных образцах длиной 12-15 см. Ими гораздо удобнее выполнять замеры небольших предметов, не боясь повредить их поверхности.
Если же на первом месте стоит удобство выполняемых работ, а также скорость измерений, то лучше остановить свой выбор на электронно-цифровой или циферблатно-стрелочной модели. Что касается класса точности, то для бытового применения вполне достаточно прибора с отсчётом 0.1 мм, а для профессиональных образцов требуется куда более высокая точность: шкала отсчёта на таких приборах должна иметь шаг 0.05, 0.02 и даже 0.01 мм.
Следующим важным критерием станет выбор производителя. Специалисты рекомендуют приобретать продукцию известных торговых марок, что будет выступать гарантом надёжности, точности и высокого качества измерительных приборов. Если замеры планируется производить в сложных внешних условиях, лучше приобрести прибор, на котором шкала будет выгравирована на металле, а не нарисована краской. Лучшими профессиональными моделями считаются немецкие, японские и швейцарские образцы, которые в принципе не могут быть дешёвыми. Зато такой штангенциркуль прослужит не один десяток лет и достанется в наследство внукам.
Во время покупки следует проверить наличие сопроводительной документации с указанием класса точности и марки стали, а также убедиться в отсутствии люфта между неподвижными и подвижными частями. Кроме того, нулевые отметки обеих шкал при плотно сведённых губках должны обязательно совпадать. В случае некорректной работы инструмента, слишком тугого или, напротив, лёгкого хода измерительной рамки и губок, а также при наличии дефектов и повреждений от покупки прибора следует отказаться.
Как пользоваться штангенциркулем, смотрите далее.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.