Содержание:
- Особенности покрытия электродов
- Таблица марок электродов и области применения для ручной дуговой сварки и наплавки легированной стали
- Виды стержней для ручной сварки
- Рейтинг иностранных и российских производителей расходников с покрытием
- Общие рекомендации
- Общее понятие электродов типа Э50А
- Какой полярностью варить электродами МР 3
- Применение электродов МР 3
- Классификация стальных покрытых электродов для ручной дуговой сварки
- Классификация сварочных электродов
- Сертификат качества
- Назначение электрода
- Защитные покрытия электродов для ручной дуговой сварки
Особенности покрытия электродов
Обмазка — это твердое пористое вещество. Ей покрывают весь стержень за исключением крайнего участка длиной в 20-30 мм, предназначенного для фиксации в электрододержателе.
Обмазкой покрывают весь стержень электрода.
Какую роль выполняет покрытие
В результате сгорания смеси происходит следующее:
- Формируется облако из угарного и прочих газов. Они нужны для защиты расплава от окисления атмосферным воздухом.
- Образуются свободные ионы, поддерживающие горение дуги. Частицы выступают переносчиками заряда.
- Из стали удаляется кислород (происходит раскисление).
- Расплав насыщается легирующими элементами. Они улучшают свойства материала.
- Свежий шов покрывается шлаком. Он защищает металл от окисления атмосферным воздухом и замедляет его остывание. В результате газы и примеси успевают покинуть шов до кристаллизации, предотвращается появление трещин.
Перечисленные эффекты проявляются в разной степени в зависимости от вида обмазки.
Свойства компонентов покрытия
Для стабилизации дуги используются вещества с низким ионизационным потенциалом:
- Поташ, аммиачная селитра, хромат калия.
- Силикатный клей с натрием или калием (жидкое стекло). Одновременно играет роль связующего вещества.
- Бария карбонат.
- Титановый концентрат.
- Карбонат кальция (мел).
Покрытие состоит из силикатного клея и титанового концентрата.
Облако защитных газов образуют компоненты:
- Целлюлоза.
- Декстрин.
- Пищевая и древесная мука.
- Крахмал.
- Мрамор.
Шлак образуется благодаря следующим элементам:
- Мрамору.
- Калию, полевому и плавиковому шпату.
- Мелу.
- Титановому концентрату.
- Кварцевому песку.
- Марганцевой руде.
- Рутилу, ильмениту.
Легирующие присадки:
- Титан.
- Кремний.
- Марганец.
- Хром.
- Ванадий.
- Графит.
- Молибден.
Шлак образуется благодаря мрамору и калию.
Для раскисления вводятся в виде ферритов следующие вещества:
- Алюминий.
- Титан.
- Молибден.
- Хром.
- Марганец.
- Графит.
Эти элементы активнее железа реагируют с кислородом, связывая его.
Помимо перечисленных компонентов, применяются и другие.
Некоторые марки содержат железный порошок, увеличивающий коэффициент наплавки.
Цвет электродов
Обмазки имеют следующий окрас:
- Основные — бежевый или белый.
- Кислые — серый.
- Целлюлозные — светло-серый с коричневым оттенком.
- Рутиловые — серый, синий, зеленый или коричневый.
Цвет электродов может быть серым.
Приведенный перечень соответствует большинству изделий, но встречаются и зеленые основные расходники, белые кислые и т.д.
Как производится электродное покрытие
Оболочка изготавливается в следующем порядке:
- Компоненты перетирают в муку.
- Их просеивают через систему сит и смешивают с точным соблюдением пропорций.
- В сухую смесь вводят жидкое стекло (связующее).
- Покрытие тщательно перемешивают.
Применяют 2 способа нанесения обмазки на проволоку:
- опрессовку;
- окунание.
Нанесение обмазки на проволоку происходит опрессовкой или окунанием.
Необходимо точно соблюдать количество компонентов и равномерно распределять их. Поэтому для производства покрытия требуется специальное оборудование.
Как влага влияет на материалы
Все виды покрытия электродов из-за высокой пористости хорошо впитывают воду. В результате они теряют защитные и другие свойства, что приводит к ухудшению качества шва.
Необходимо делать следующее:
- Хранить изделия из открытой пачки в специальном герметичном пенале с теплоизолированными стенками, которые предотвращают конденсацию влаги.
- Перед работой подсушивать расходники в особых печах, соблюдая длительность и температуру, указанные на упаковке.
Если изделие не было использовано в течение 2-3 часов, его снова придется прокаливать.
Рабочие свойства рутиловой оболочки в полной мере проявляются при наличии небольшого количества влаги. Поэтому такие изделия сушат при температуре не выше +200°С, а к работе приступают только через сутки.
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки легированной стали
Некоторые виды электродов изначально создаются под работу с определенными техническими металлами. Легированные стали часто используются в производстве, так что специально под их свойства производят расходные материалы. Они содержат те же легирующие элементы, которые и в основном металле, чтобы компенсировать их недостаток после температурного воздействия.
|
Тип электрода |
Для сварки каких сталей предназначается |
| Э-70, АНП2 | Х2ГМР, 14 ХМНДФР, 14 ХГНМД, 14 Х2ГМСШ, |
| НИАТ 3М | 30 ХГСА, 30 ХГСНА, 25 ХГСА, 20 ХГСА, 12 Х2НВФА |
| УОНИ-13/85 | 35 ГС, 30 ХГ2С, 25 Г2С |
| Н20/Св-12Х2НМАВИ | ВНЛ3М, 30 ХГСА |
| ОЗС-11 | 12 МХ, 12 ХМФ, 15 Х1М1Ф, 15 ХМ |
| ТМЛЗУ | 2 Х1МФ, 20 ХМФЛ, 15 Х1М1ФЛ, 15 Х1М1Ф |
| ЦЛ-45 | 15 Х1МФ, 12 Х1МФ |
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки чугуна
Выбор электродов для ручной дуговой сварки чугуна зависит от содержания углерода в данном металле. В любом случае оно достаточно высокое и поэтому расходные материалы также содержат данный элемент, что выделяет их свойства относительно других электродов.
|
Марка наплавочного материала |
Свойства |
| ОК-92.05 | Текучести предел – 320 МПа Прочности предел – 460 МПа Удлинение относительное – 30% Механически обрабатываем |
| ОК-92.18 | Текучести предел – 300 МПа Удлинение относительное – 6% Твердость 160 НВ |
| ОК-92. 26 | Текучести предел – 420 МПа Прочности предел – 660 МПа Удлинение относительное -40% |
| ОК-92.35 | Текучести предел – 515 МПа Прочности предел – 750 МПа Удлинение относительное – 17% Твердость: 240-260 НВ |
| ОК-92.58 | Текучести предел – 375 МПа Твердость 180НВ |
| ОК-92.86 | Текучести предел – 410 МПа Прочности предел – 640 МПа |
Цветные металлы встречаются более редко, чем стали. Электроды для них предназначаются как для чистых металлов, так и для сплавов. Здесь обязательно присутствие большого количества основного элемента в составе, так как многие из деталей являются сложно свариваемыми.
|
Марка электрода |
Для какого металла он предназначен |
| ОЗА1 | Чистый алюминий |
| ОЗА2 | Сплав алюминия с кремнием |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Алюминиево кремниевые сплавы |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | Технически чистая медь |
| АНЦ/ОЗМ3 | Технически чистая медь |
| АНЦ/ОЗМ4 | Технически чистая медь |
| ОЗЛ-32 | Чистый никель |
| В56У | Сварка монеля |
Таблица марок электродов и области применения для резки металла
Такие типы материалов является уникальными, так как нагрев и плавление электрода при дуговой сварке в обыкновенном случае происходит при средних режимах, тогда как эти нужно использовать при максимальном токе. У них повышенная теплостойкость, но они все же относятся к плавким вариантам.
| Марка электрода |
Для чего он предназначен |
| ОЗР1 | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
| ОЗР2 | Резка металла, стержней арматуры толщиною до 40 мм, создание отверстий, устранение швов с дефектами и так далее. |
| АНР2М | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
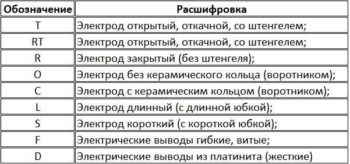
Обозначение и маркировка электродов для ручной дуговой сварки
На примере электрода Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13
- Э-46 – тип, для низколегированных и углеродистых сталей;
- ЛЭЗАНО21 – марка;
- У – назначение, для низколегированных и углеродистых сталей;
- Д – толстое покрытие;
- Е – плавящийся электрод;
- 43 – предел прочности на растяжение – 430 Мпа;
- 1 – относительное удлинение около 20%;
- (3) – 20 градусов Цельсия для сохранения ударной вязкости;
- РЦ – покрытие рутилово-целлюлозное;
- 1 – пространственные положения, допустимы все;
- 3 – ток для сварки, можно варить постоянным током обратной полярности и переменным при холостом ходе в 50 В.
Внешний вид электрода Э-46 ЛЭЗ АНО-21
Выбор
Первоочередной фактор в выборе является металл в составе стержня. Он должен быть схож с тем, из которого сделана заготовка. Диаметры электродов для ручной дуговой сварки идут следующим пунктом, так как они не должны превышать толщину самой детали. Покрытие выбирается согласно тому, в каких условиях приходится работать. Перед окончательным выбором стоит детально изучить маркировку, чтобы убедиться в его правильности.
«Важно!Перед использованием электродов их требуется просушить и прокалить.»
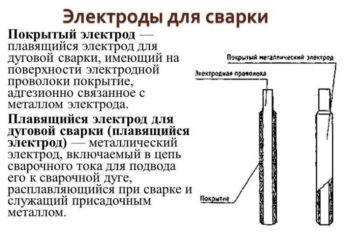
Виды стержней для ручной сварки
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Рейтинг иностранных и российских производителей расходников с покрытием
Теперь поговорим о выборе самых качественных электродов. Начнем с производителей – мировых и отечественных лидеров. Критериями их оценки могут быть широта продуктовой линейки и объемы производства, присутствие этих производителей в профессиональных обзорах, посвященных сварочному делу, отзывы экспертов и мастеров и, наконец, типы электродов для сварки и качество самой продукции.
Буквенная маркировка.
Сначала мировые лидеры:
ESAB
Этой шведской компании больше ста лет, она держит настоящее первенство по качеству, продвинутости и разнообразию своей продукции. Шведскую продукцию любят как домашние мастера, так и в промышленности: их широкая линейка предлагает варианты на любой, как говорится, вкус.
Kobe Steel
Японцы работают в этой сфере давно и очень серьезно. Они сразу наметили себе конкретную нишу – нефтегазодобывающие предприятия. Так что у Kobe Steel и нефтяников всего мира давняя и глубокая взаимная любовь.
Klockner & Co SE
Это немцы. Самая популярная в России иностранная компания, производящая сварочные расходники и другую сопутствующую продукцию. Вообще-то основная специализация компании – производство самых разнообразных сплавов стали, так что все их виды электродов для сварки являются лишь сопутствующей продукцией у Klocker & Co SE.
А сейчас российские производители:
ЗАО «Электродный завод»
Расходники этого завода мастера и эксперты хвалят больше всего – и по широте линейки, и по качеству. Несмотря на то, что главными потребителями этого завода являются крупные машиностроительные заводы, они выпускают отличную продукцию и для рядовых покупателей.
НПО «Спецэлектрод»
Завод в Ростовской области, в Волгодонске. Отзывы об их продукции разные, но в большинстве своем они положительные. В любом случае это производство со стандартами качества, правильной маркировкой, неплохой линейкой и, самое главное, недорогой ценой. Пробуйте.
НПП «Сварка Евразия»
Как устроен электрод для сварки.
Предлагают самую широкую продуктовую линейку в России, агрессивны с продвижением своих товаров. НПП – это научно-производственное предприятие. Судя по всему, компания объединяет несколько заводов и выпускает электроды под общими торговыми марками. Отзывы также разные, но в большинстве своем положительные или нейтральные. Так что их расходники можно брать. И пробовать, конечно.
Если проанализировать многочисленные форумы профессиональных и домашних сварщиков по поводу качества тех или иных расходников, то главной претензией к качеству электродов, если таковые имеются, является залипание. Исходя из этого, задаем вопрос: могут ли залипнуть ли лучшие в мире шведские электроды?
Отвечаем: конечно, могут. Если их неправильно хранить или варить с их помощью не те поверхности, для которых они предназначены. Поэтому советуем подходить к выбору производителя электродов с чувством, толком и без эмоций. Главное – точные процедуры и стандарты.
Общие рекомендации
Повышению прочности сварных соединений способствует соблюдение следующих правил:
- Не рекомендуется работать с влажными электродами. Перед началом сварки стержни высушивают в течение 40-60 минут.
- Процесс сварки начинают с подачи тока минимальной силы, необходимого для прокалки расходного материала. Во время работы параметр увеличивают постепенно.
- Эстетичное ровное соединение получается при правильном выборе формы канавки, температуры электрической дуги. Для подбора значений неопытные сварщики используют специальные таблицы.

Электроды LB 52U считаются одними из лучших из типа наплавочных.
Общее понятие электродов типа Э50А
Изделия марки Э50А предназначены для соединения плоских и профилированных деталей из конструкционных сталей и материалов с небольшим процентным содержанием легирующих элементов. Швы соответствуют повышенным требованиям по ударной вязкости и пластичности, инструмент допускает ведение сварочных работ в любом положении при подаче постоянного тока с обратной полярностью коммутации (отрицательный полюс оборудования подключен к заготовке). Не допускается сварка на вертикальных плоскостях в направлении сверху вниз.
В соответствии со стандартом требуется предварительная механическая очистка сопрягаемых кромок от налета грязи и ржавчины, следы масла необходимо смыть органическими летучими растворителями.
Сварка производится короткой дугой, для повышения качества шва рекомендуется прокалка электродов в электрической печи с термометром и регулятором нагрева на протяжении 60 минут при температуре +325°…+375°С.
Преимущества использования электродов:
- простота возбуждения и стабильное горение дугового разряда;
- сниженный уровень разбрызгивания металла (при соблюдении технологии);
- повышенная устойчивость наплавленного металла к образованию кристаллизационных трещин;
- пригодность для сварки деталей, работающих при знакопеременных циклических нагрузках;
- сниженное содержание примесей в материале шва.
Технические характеристики
Внешняя поверхность металлического стержня имеет монолитное покрытие основного типа из карбонатов и соединений на основе фтора. При горении электрической дуги внешний слой плавится и защищает расплав от проникновения газов и неметаллических соединений.
Электроды Э50А имеют монолитное покрытие из карбонатов.
Другие покрытия для электродов Э50А не используются.
Основные параметры:
- коэффициент наплавки — 9,5 г/А*ч;
- средний расход материала для получения 1 кг наплавленной стали — 1,5 кг;
- сопротивление разрыву полученного шва — 530 МПа;
- ударная вязкость при +20°С и -50°С — 140 и 34 Дж/см² соответственно.
Полученный слой наплавленного металла имеет следующий химический состав:
- углерод — не более 0,1%
- марганец — от 0,9 до 1,4%;
- кремний — от 0,25 до 0,5%;
- сера — не выше 0,03%;
- фосфор — не более 0,03%.
Производители выпускают электроды круглого сечения диаметром от 2 до 6 миллиметров, сила тока при сварке зависит от положения шва и сечения инструмента. Например, для габарита 2 мм и горизонтальной линии стыка необходимо подать 40-80 А, при потолочном расположении верхний предел снижается до 70 А (для уменьшения риска вытекания расплава из зазора между деталями). Электроды поставляются заказчикам упакованные в пачки весом от 1 до 5 кг с оболочкой из плотной бумаги, предотвращающей негативное воздействие атмосферного воздуха.
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
Диаметр сварочных электродов, мм
Среднее количество электродов в 1 кг, шт.
2,0
98
2,5
55
3,0
40
4,0
15
Получаемое сваркой соединение характеризуется высокой прочностью.
Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
Без труда достигается повторное зажигание.
В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
Между металлом шва и детали отсутствуют выраженные переходные зоны.
Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
Для электрода характерно очень малое разбрызгивание металла.
Работы характеризуются высокой производительностью.
МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали
Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
судостроение;
машиностроение.
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок. возможно то что электрод не относится к маркам Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
· Графитовые · Угольные |
· Вольфрамовые · Торированные · Лантанированные · Итрированные |
||
· Стальные · Чугунные · Медные · Алюминиевые · Бронзовыеи другие |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Сертификат качества
Законодательство РФ требует получать данный документ только на электроды, предназначенные для работ:
- На флоте. Сертификаты выдаются речным и морским регистрами.
- На опасных производствах. Бумаги выдаются Ростехнадзором.
Сертифицировать электроды общего назначения производителей не обязывают. Но многие делают это по собственной инициативе с целью убедить покупателя в высоком качестве своих изделий. Перед приобретением расходников рекомендуется поинтересоваться у продавца, оформлен ли на них сертификат. Его наличие послужит основательным аргументом в пользу приобретения данной марки.
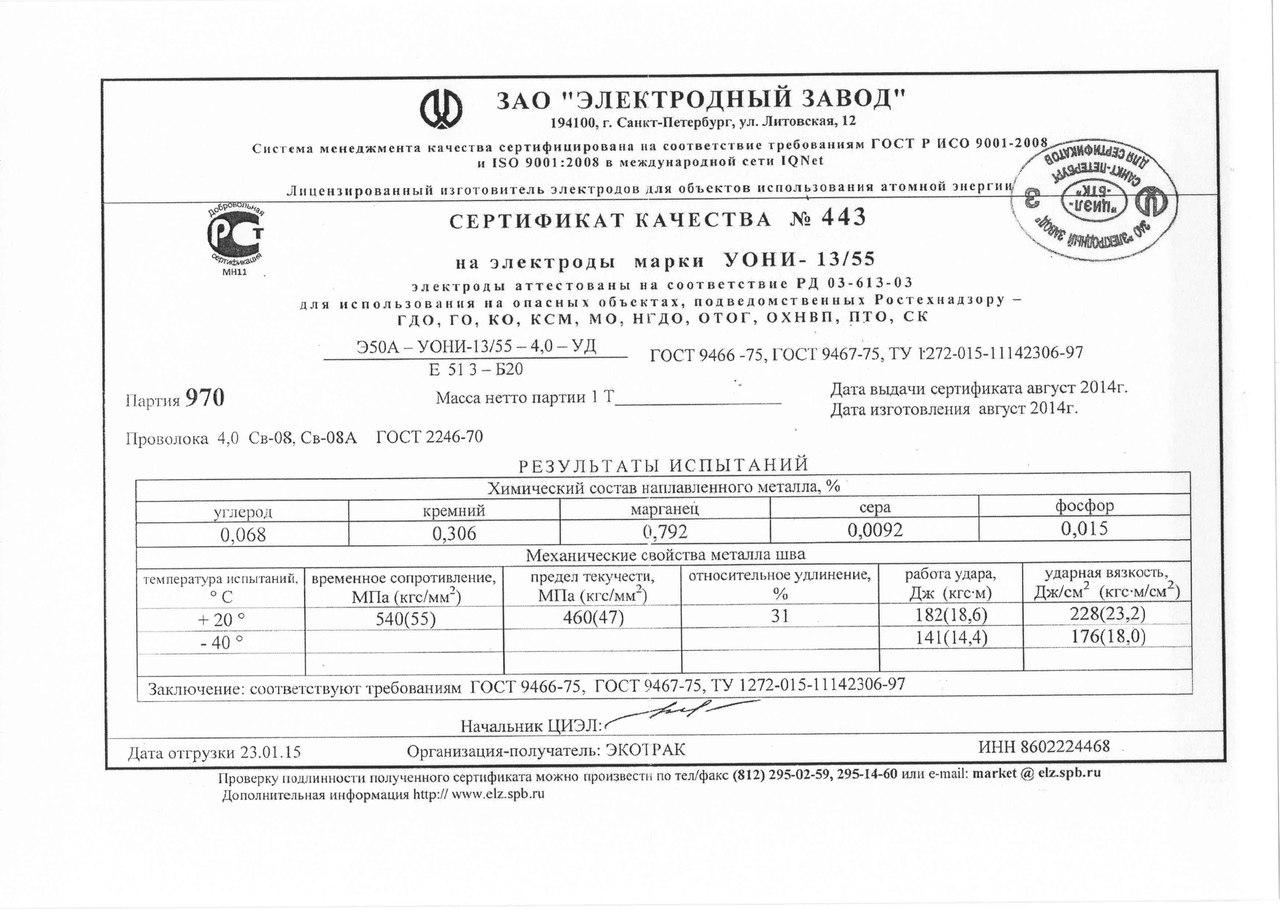
Сертификат на электроды.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Защитные покрытия электродов для ручной дуговой сварки
В состав защитных покрытий, наносимых на электроды, входят различные компоненты,
выполняющие определённые функции:
1. Газообразующие компоненты. К ним относятся неорганические вещества, такие
как мрамор CaCO3 и магнезит MgCO3 и др. и органические, такие как крахмал, древесная
мука и т.п.
2. Шлакообразующие компоненты. Эти вещества составляют основу защитного покрытия.
Чаще всего роль шлакообразователей играют руды (марганцовая, титановая) или
различные минералы (ильменитовый концентрат, рутиловый концентрат, полевой шпат,
кремнезём, гранит, мел, плавиковый шпат и др.).
3. Легирующие элементы и элементы раскислители. Это кремний, марганец, титан,
никель, хром и др. Как раскислитель, часто используется алюминий, который вводится
в поскрытие в виде металлического порошка.
4. Связующие компоненты. Основным компонентом, применяемым для связки всех
составляющих, является жидкое стекло. Жидкое стекло представляет собой водные
растворы силикатов калия и натрия.
5. Формовочные элементы. Это вещества, которые придают покрытию пластичность.
Для этой цели используют бетонит, каолин, декстрин, слюда и другие компоненты.
Для ровного горения электрической дуги в состав покрытия входят соли щелочных
металлов, жидкое стекло и др. Для увеличения производительности в состав покрытия
входит железный порошок, доля которого может достигать 60% от всей массы покрытия.




