Содержание:
Чугун или сталь?
| Материал | Достоинства | Недостатки |
|---|---|---|
| Сталь | В первую очередь, сталь считается достаточно легким по весу и при этом достаточно прочным материалом. Инструмент, произведенный из стали, довольно-таки легко перевозить, опять же из-за легкости самой стали. Кроме того, сталь считается более приспособленной к сложным условиям. А еще со стальными тисками точнее происходит обработка небольших деталей. | Сталь – материал не слишком стойкий к ржавчине. К тому же, такой материал не любит большую влажность. Еще стоит отметить высокую цену на стальные тиски из-за возможности работы с мелкими деталями, чего нет у чугунных тисков. |
| Чугун | Во-первых, чугун всегда выделялся своей твердостью и прочностью на грани возможного. Сильные удары и вибрации – все это чугуну нипочем. Кроме того, на чугунных тисках легче обрабатывать средние и большие детали. Ещё одно преимущество чугунного сплава – стойкость к коррозии, а точнее, невосприимчивость к ней. | Огромные габариты и вес, свойственные чугуну. Кроме того, статические нагрузки плохо влияют на сам чугун. |
Каждый из двух материалов обладает своими плюсами и минусами
Разновидности
В кузнице можно встретить, заметим, и самые обычные слесарные тиски. Просто потому, что там выполняются и отдельные слесарные операции. Подобный инструмент пригоден для громадного количества задач. Выделяют:
- малые;
- средние;
- крупные слесарные тиски.
Их параметры соответственно следующие:
- длина – 0,29, 0,372 и 0,458 м;
- высота – 0,14, 0,18 и 0,22 м;
- высота губок – 0,05, 0,07, 0,09 м;
- ход губок – 8, 12,5, 16 см;
- масса – 8, 14 и 27 кг.
Но стоит иметь в виду, что у отдельных моделей размеры могут быть намного больше, чем у стандартных образцов. Классический вариант тисков — Т-250 — в длину достигает уже 66,8 см. Их масса составляет 60 кг. Губки выступают на 0,125 м. Ширина этих губок составляет 0,25 м.
Иначе обстоят дела со стуловыми тисками. Разброс их массы составляет от 13 до 19 кг. Подвижная губка может перемещаться на 0,12-0,16 м. Длина стуловых тисков составляет 0,37-0,4 м. Их ширина равна 0,18-0,2 м, и точно такова же высота.
Что касается обычных ручных тисков, то их длина варьируется от 0,022 до 0,09 м. Ширина при этом может достигать 0,006-0,045 м, а высота 10-15 см. Немаловажную роль играет сила сжатия, которую способны развивать тиски. Ее определяют инженеры по тому усилию, которое позволит все же передвинуть жестко заблокированную заготовку. У слесарных тисков сила сжатия варьируется от 15 до 55 кН, а у стуловых этот показатель составляет 20-30 кН.
Отдельно стоит сказать про параллельные тиски. Они делятся в свою очередь на поворотную и неповоротную группы. Уже название подсказывает, что движение губок происходит параллельно друг другу, что позволяет уйти от ряда слабостей, характерных для стуловой конструкции. В нижней части поворотного устройства располагается круг, который жестко присоединен к верстаку или иной опоре.
Полезно рассмотреть и градацию тисков в соответствии с ГОСТ 1975 года. Он охватывает все модели, ширина губок которых не менее 0,063 и не более 0,2 м. Стандарт выделяет приспособления:
- общего профиля;
- с поворотной губкой;
- с 1 или несколькими дополнительными губками;
- с ускорением холостого хода или с нормальной скоростью холостого хода.
Плюсы и минусы
К плюсам быстрозажимных агрегатов относится экономия рабочего времени, если есть необходимость периодически переставлять заготовки. Идеальны в такой ситуации не только быстрозажимные, но и быстроразъемные тиски. В них процесс извлечения детали столь же скоростной, как и ее фиксации.
Быстрозажимные тиски из пистолета для силиконовых туб
Особенно важны быстрозажимные модели в производственных цехах. Там есть четкие временные установки изготовления той, или иной продукции. Тиски не должны тормозить процесс. Прочие плюсы и минусы завязаны на конкретном виде быстрозажимных тисков. Возьмем, к примеру, материалы:
- Стальные агрегаты компактны, сравнительно легки и обеспечивают качественную обработку. Но, высока стоимость и могут ржаветь.
- Чугунные тиски не ржавеют, круто гасят удары, прочны и максимально тверды. Однако, досаждают большой вес и хрупкость при большой ударной нагрузке.
- Деревянный инструмент позволяет работать со столь же деликатными материалами, не повреждая их. Однако, прижимной силы у деревянных тисков немного. С металлическими заготовками уже не поработаешь. К тому же, как сталь ржавеет, так дерево растрескивается, склонно к гниению и изменению конфигурации.
Также можно пройтись и по типу исполнения, предназначению тисков. Не зря их столько видов. Для каждого дела и ситуации нужен свой инструмент, плюсы которого в другой ситуации станут уже минусами. Но, если есть определенность, что нужны именно быстрозажимные тиски, их можно сделать своими руками. В следующей главе — пара вариантов таких самоделок.
Разновидности
Существует несколько основных типов тисков, и все они имеют определенное назначение:
- слесарные;
- станочные;
- для плотницких работ.
Слесарные
Эти тиски имеют 3 подвида. Максимальная ширина разведения губок на слесарных тисках достигает 250 мм. Первый их тип – это стуловой. Это довольно устаревший вид и редко применяемый. Его отличительной особенностью является метод движения губок. Та из них, что отодвигается, перемещается не прямо, а по дуге с приличным радиусом. У этой конструкции есть существенные недостатки – заготовка удерживается не всей поверхностью щечек, и крепиться они могут только на краю стола.
Параллельные – это второй вид. Они очень удобны, у них нет недостатков стуловых тисков. Заготовка крепится надежно всей поверхностью щечек, которые могут быть поворотными и неповоротным. Отличаются одни от других тем, что в конструкции вторых отсутствует поворотное основание, и они прикрепляются прямо к столу. Свое название они получили потому, что одна губка движется по отношению к другой параллельно. Данные тиски поворотного типа позволяют менять положение приспособления в 2 плоскостях (горизонтальной и вертикальной) на 360 градусов. Для выполнения тяжелых работ они не подходят.
Третий тип – это ручные тиски. Механизм небольших размеров. Как видно из названия, используется для удержания в руках. Это необходимо, когда небольшую деталь или заготовку приходится часто переворачивать при обработке. Они бывают шарнирные, пружинные и с коническим креплением, а также на присоске. Преимуществом этого вида являются небольшие размеры, позволяющие выполнять различные виды работ без особых проблем и усилий. Минусы — малый разбег губок и их недостаточная ширина.
К общим недостаткам данного вида относят присутствие люфта, потребность следить за выравниванием губок и обращать внимание на износ стопорных шайб. Но есть и плюсы:
- изготовлены из прочных металлов;
- в конструкции многих моделей присутствует маленькая площадка (наковальня), способная выдержать сильные механические воздействия;
- легкость и небольшие габариты;
- губки прошли закалку, вследствие этого очень прочны и износоустойчивы.
Станочные
Это уже более профессиональный инструмент, используется в основном на производстве. От слесарных отличается повышенной точностью, к тому же на них практически отсутствует люфт, а если и есть, то он незаметный. Существуют и станочные тиски для использования в бытовых работах, они отличаются от своих производственных собратьев меньшим весом и габаритами. Данные инструменты бывают трёх видов: стационарные, синусные и многоосевые. Преимущества станочных – это повышенная прочность корпуса, отсутствие зазора, антикоррозийное покрытие и возможность закрепления крупных деталей. Минусы несущественные – бывают перекосы заготовок, могут остаться на деталях следы от губок.
Столярные
Их используют, когда детали состоят из мягких материалов, таких как дерево или пластик. Крепление к поверхности чаще всего винтовое. Производятся из дерева или могут иметь комбинированную компоновку (чугун и древесина). Щетки на деревянных тисках выполнены из резины, древесины или сплавов цветных металлов. Это сделано для того, чтобы не повредить деталь. Некоторые виды столярных тисков оборудованы быстрозажимными винтами для удобства.
Недостаток: невозможность работать с заготовками повышенной прочности. Достоинства: возможность работать с деталями из мягкого сырья, крупными заготовками за счет фиксации губок на одном уровне с поверхностью стола.
ТЕХНОЛОГИЯ
§ 20. Рабочее место для ручной обработки металлов
Как ты уже знаешь, детали из древесины удобно обрабатывать на столярном верстаке. Для обработки заготовок из металла также необходимо организовать подобное рабочее место.
Ручную обработку металлов называют слесарной. Рабочим местом для ручной обработки металлов в школьной мастерской является слесарный верстак (рис. 92).
Рис. 92. Слесарный верстак: 1 — основание; 2 — ящики для инструментов; 3 — тиски; 4 — крышка; 5 — защитная сетка
Он состоит из основания 1, крышки 4, на которой закреплены слесарные тиски 3. Верстак имеет ящики для инструментов 2 и защитную сетку 5. Иногда слесарные работы выполняют на универсальном верстаке, который одновременно является и слесарным, и столярным (рис. 93).
Рис. 93. Универсальный верстак: 1 — основание; 2 — сиденье; 3 — крышка; 4 — тиски; 5 — защитная сетка; 6 — подставка для технической документации
Перед началом работы следует проверить, соответствует ли слесарный верстак твоему росту. Для этого нужно встать рядом с верстаком, опустив руки вниз, согнуть одну руку в локте под прямым углом и положить ладонь на верхнюю часть тисков. Если при этом рука не сгибается и не вытягивается, значит, высота верстака соответствует твоему росту (см. рис. 16). В противном случае нужно обратиться к учителю, и он отрегулирует высоту универсального верстака под рост ученика с помощью специального устройства, расположенного под крышкой.
Для того чтобы обработать заготовку из металла, её закрепляют в слесарных тисках (рис. 94). Опорную плиту 1 тисков крепят к крышке верстака. Вращая ходовой винт 2 с помощью рукоятки 3 по часовой стрелке, сближают подвижную губку 6 с неподвижной 4 и таким образом сжимают заготовку. Для надёжного закрепления заготовки на поверхности зажимных планок 5 нанесена крестообразная насечка.
Рис. 94. Слесарные тиски: 1 — плита опорная; 2 — винт ходовой; 3 — рукоятка зажимная; 4 — неподвижная губка; 5 — зажимные планки с насечкой; 6 — подвижная губка; 7 — рукоятка фиксирующая
При необходимости верхняя часть тисков может быть по^ вёрнута на некоторый угол по отношению к опорной плите и закреплена в этом положении фиксирующей рукояткой 7.
Чтобы не повредить поверхность зажимаемой заготовки из мягкого металла, на губки надевают уголки (нагубники) из меди или алюминия (см. рис. 95).
Рис. 95. Крепление заготовки из мягкого металла в тисках: 1 — нагубники; 2 — заготовка
Основные инструменты для ручной обработки тонколистового металла и проволоки показаны на рисунке 96.
Рис. 96. Инструменты для ручной обработки тонколистового металла и проволоки: а — зубило; б — слесарный молоток; в — киянка; г — ножовка; д — ножницы по металлу; в — напильник
Правила безопасной работы
-
На верстаке размещать только те инструменты, которые необходимы для данного вида работы.
-
Не повреждать крышку слесарного верстака режущими инструментами.
-
При закреплении заготовки в тисках запрещается ударять по рукоятке тисков молотком.
- По окончании работы металлическую стружку с крышки верстака и тисков удалять только специальной щёткой.
Знакомимся с профессиями
Слесарь — это специалист по ручной обработке металла. Он хорошо разбирается в свойствах металлов, выполняет разметку, резку, гибку, сверление, сварку, зачистку, соединение металлических заготовок. Слесарь умеет затачивать и подготавливать к работе слесарные металлорежущие инструменты.
Практическая работа № 18
Ознакомление с устройством слесарного верстака и тисков
-
Ознакомься с устройством слесарного (универсального) верстака, имеющегося в школьной учебной мастерской. Найди основание, крышку, защитную сетку, тиски.
- Изучи устройство слесарных тисков и заполни таблицу в рабочей тетради.
-
Определи, соответствует ли верстак твоему росту.
- Потренируйся закреплять металлические заготовки из тонколистового металла и проволоки в тисках. При освобождении зажатой в тисках заготовки придерживай её рукой, чтобы она не упала.
Проверяем свои знания
-
Назови основные части слесарного (универсального) верстака.
-
Сравни конструкции слесарного и универсального верстаков: чем они похожи?
- Из каких основных частей состоят слесарные тиски?
Виды и назначение
Прецизионные станочные устройства имеют несколько разновидностей.
- Стационарные (неповоротные). Дают возможность фиксации детали по отношению к губкам только под прямым углом.
- Многоосевые. Имеют возможность поворота по различным координатным осям.
- Синусные. Возможна обработка детали под любым углом, необходимым для удобства работы.
Прецизионные тиски имеют различную конструкцию привода, а также оснащаются особо прочными губками из закаленного металла. Оборудование используется для проведения фрезерных, шлифовальных и других особо точных работ. Стационарные (неповоротные) прецизионные тиски обязательно дополняют операции, которые выполняются на станках с ЧПУ и обрабатывающих приборах.

Разновидности
Принципиальных различий в разных конструкциях тисков нет. Может различаться количество губок (могут быть дополнительные), а также их конфигурация (есть угловые модели, есть цепные тиски для труб, а есть и специальные).
Стуловые. В них подвижная губка закреплена на шарнире и перемещается по окружности, как у щипцов (на небольшой угол). Сейчас они практически не используются.
Параллельные делятся на 2 вида:
- с одной подвижной губкой;
- самоцентрирующиеся.
В последнем варианте они обе имеют привод, и зажимаемая деталь оказывается строго по центру корпуса. Такие конструкции применяются в машиностроении для выполнения однотипных операций. Для слесарных задач их покупка нецелесообразна.
Одна из важнейших частей – это сменные накладки. Для закрепления разных заготовок материал их изготовления отличается. Это может быть:
- дерево;
- пластмасса;
- твердая резина;
- мягкий металл (медь, алюминий и другие);
- закаленная сталь.
Также губки различаются насечкой. Она бывает:
- пирамидальная с острой вершиной;
- пирамидальная с плоской вершиной;
- в виде сетки.
Общие правила выбора накладных пластин следующие:
- для твердых заготовок нужны мягкие губки – если использовать жесткие, деталь будет прокручиваться, и это приведет к браку, а то и к несчастному случаю;
- для деталей из мягких материалов нужны твердые губки с насечками – это предотвратит проскальзывание заготовки и обеспечит высокую точность установки.
Нужно учитывать, что точность базирования заготовки в мягких губках будет ниже, чем в твердых. Это вызвано деформацией накладок. Но это актуально для прецизионных зажимов на станках с ЧПУ. Для обычных слесарных тисков это не играет большой роли, поскольку обработка ведется вручную.
Сменные губки можно изготовить без использования сложного оборудования. Но сначала нужно определиться с размерами.
Типы тисков – основные виды слесарных, станочных и др. тисков
Тиски – это механические фиксирующее устройство, применяемое при ручной и машинной обработке заготовок. Используются при необходимости жесткой фиксации заготовки, необходимости расположения от неё на безопасном расстоянии или освобождении рук для проведения других работ.
Конструкция и применение
Тиски применяются при обработке металлов, дерева, пластика и других материалов в единичном и мелкосерийном производстве, а также при проведении ремонтных и других операций. Благодаря простоте конструкции и универсальности большинство видов тисков могут применяться и в быту, и в небольших ремонтных мастерских, и в цехах крупных предприятий.
Основным рабочим элементом тисков являются две губки, между которыми зажимается обрабатываемая деталь. Необходимое усилие прижима обеспечивает фиксирующий механизм с ручной регулировкой. Одна губка является неподвижной и надежно прикреплена к корпусу. Вторая перемещается под действием фиксирующего механизма обеспечивая зажим детали.
В состав фиксирующего механизма входит ходовой винт с трапециевидной резьбой. Он соединен с подвижной частью корпуса и обеспечивает её линейное перемещение путем вращения по часовой стрелке через расположенную в корпусе гайку. Вращение винта обеспечивает ручка. Корпус тисков располагается на опорной плите или станине имеющей отверстия для крепления к верстаку или станине металлообрабатывающего станка. Крепеж осуществляется с помощью винтов или струбцины.
Основные виды тисков
В зависимости от назначения и конструктивных особенностей тиски подразделяются на:
- Слесарные – предназначены для крепления заготовок при проведении обработки ручными инструментами.
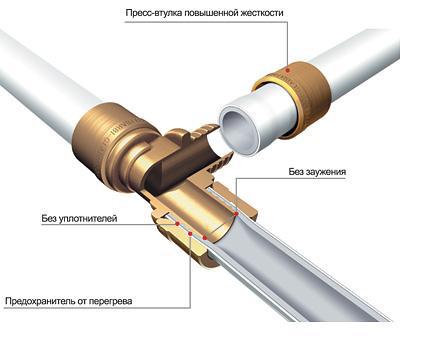
- Трубные. Применяются для резки и обработки труб и деталей круглого сечения. Отличаются специальной, полукруглой формой губок для увеличения площади соприкосновения с деталью.
- Станочные. Устройства повышенной точности предназначенные для крепления заготовок при обработке на металлорежущих станках.
- Столярные. Предназначены для работы с деревянными и пластиковыми заготовками.
- Ручные. Компактный инструмент не требующий фиксации к верстаку. Предназначен для крепления небольших заготовок.
Рассмотрим станочные и основные типы слесарных тисков как наиболее часто используемых в современной металлообработке.
Слесарные тиски
Приспособление для фиксации деталей и заготовок перед обработкой ручным или электроинструментом. Устанавливаются на стол или верстак и крепятся болтами в основании. По конструкции могут быть стуловыми или параллельными, стационарными или поворотными, с шириной губок от 45 до 200 мм. В среднем ширина фиксируемой детали, что определяется ходом подвижной губки, составляет 140 мм.
Параллельные тиски могут иметь стационарную или поворотную конструкцию с возможностью вращения вокруг оси на 60° и более. Стационарные модели тисков дешевле и используются для работ в одном положении. Своё название они получили благодаря параллельному движению подвижной губки относительно неподвижной части. Тиски оснащены накладными губками из инструментальной стали, основание выполняется из чугуна или стали, подвижные элементы – из углеродистой стали.
Стуловые тиски являются устаревшим типом конструкции, но продолжают применяться в быту и ремонтных мастерских. Своё название получили благодаря тому, что фиксировались на основание в форме стула. Представляют собой конструкцию состоящую из основания и поворотного диска, которые по центру соединяются винтами. На корпусе, как правило, имеется наковальня. Ширина губок составляет от 90 до 180 мм. Достоинствами данной конструкции являются простота и прочность, быстрый разжим губок и возможность фиксации длинных деталей.
Станочные тиски
Это приспособления для высокоточной фиксации заготовок перед проведением обработки на сверлильных, фрезерных и других видах станков. От слесарной разновидности они отличаются малым разбегом или полным отсутствием люфта. Предназначены для фиксации на станинах металлообрабатывающего оборудования или производственных верстаках. Для удобства работ, как правило, оснащены поворотным механизмом.
В зависимости от возможности расположения заготовки существуют следующие типы станочных тисков:
- Стационарные. Деталь фиксируется под прямым углом к тискам.
- Синусные. Возможна фиксация обрабатываемой детали под любым углом необходимым для обработки.
- Многоосевые. Тиски имеют возможность поворота по различным координатным осям.
Основными достоинствами данного типа оснастки является высокое усилие зажима, жесткое крепление деталей и возможность проведения высокоточных операций.
Разновидности тисков
Выделяют три основные разновидности тисков для сверлильного станка.
Неповоротные
Это стационарное оборудование, которое отличается простотой конструкцией.
Тиски фиксируются на станке в одном положении. Неповоротные тиски позволяют выполнить в заготовке только одно отверстие. Если требуется просверлить деталь в нескольких местах, после первой обработки ее снимают со станка, поворачивают под другим углом, зажимают в тисках и проводят соответствующие манипуляции. Так делают несколько раз до завершения работы.
Отличительная особенность неповоротных тисков – повышенная жесткость конструкции. Из недостатков выделяют тот момент, что для проведения соответствующей операции требуется большое количество времени. Основное преимущество – демократичная цена.
Поворотные
Устройства данного типа появились на рынке в тот момент, когда потребовалось сделать эффективные и надежные зажимные приспособления для обработки заготовок в условиях серийного производства. Благодаря наличию специальной поворотной платформы губки с зафиксированной в них деталью могут вращаться на 360 градусов. Выполнив сверление в одном месте, такую платформу можно легко повернуть на требуемый угол, не разжимая деталь, и просверлить отверстие в другом месте.
Это приспособления, которые позволяют выполнить на заготовке несколько отверстий, не снимая элемент с устройства, при этом деталь можно поворачивать под разными углами.
При подборе поворотных тисков для сверлильного станка учитывают габаритные и посадочные размеры Более продвинутые модели поворотных тисков за счет наличия на их основании крестовых направляющих позволяют не только поворачивать зажимные губки на требуемый угол, но и перемещать их в горизонтальной плоскости по двум осям.
Сделать подобное устройство своими руками значительно сложнее, чем неповоротные тиски, но при желании можно. Такое приспособление для сверлильного станка позволяет значительно повысить производительность технологических операций, что особенно актуально для серийного производства. Существует еще одна разновидность поворотных тисков для сверлильного станка.
Их основание-платформа с достаточно сложной конструкцией позволяет поворачивать губки с зажатой в них деталью в трех плоскостях. Такие высокотехнологичные тиски, следить за манипуляциями, с которыми очень интересно даже по видео, называются глобусными.
Глобусные поворотные тиски благодаря своим функциональным возможностям позволяют выполнять наклонные отверстия в деталях. Для решения этой задачи не нужно кропотливо выбирать правильное положение детали в губках, на что всегда уходит достаточно много времени.
Чтобы сделать наклонное отверстие, используя глобусные тиски, достаточно просто зафиксировать в них заготовку, а затем при помощи специального лимба повернуть подвижную платформу устройства на требуемый угол. Описанные типы тисков отличаются различной степенью универсальности.
Мнение эксперта
Левин Дмитрий Константинович
Для работ на сверлильном станке в условиях домашней мастерской лучше всего выбрать простейшие неповоротные тиски. Как было сказано выше, их несложно сделать и своими руками. Однако перед тем как приступить к их изготовлению, следует запастись чертежами и посмотреть соответствующее видео в интернете.
Универсальные
Такие устройства применяются для выполнения любых операций. Универсальные тиски, в свою очередь, бывают продольно-вращательными и поворачивающимися в 3D плоскости. Первые приспособления позволяют поворачивать заготовку в двух осях. Вторые устройства дают возможность выполнить работу любой сложности. Недостаток универсальных тисков для сверлильного станка – высокая стоимость.
Своими руками
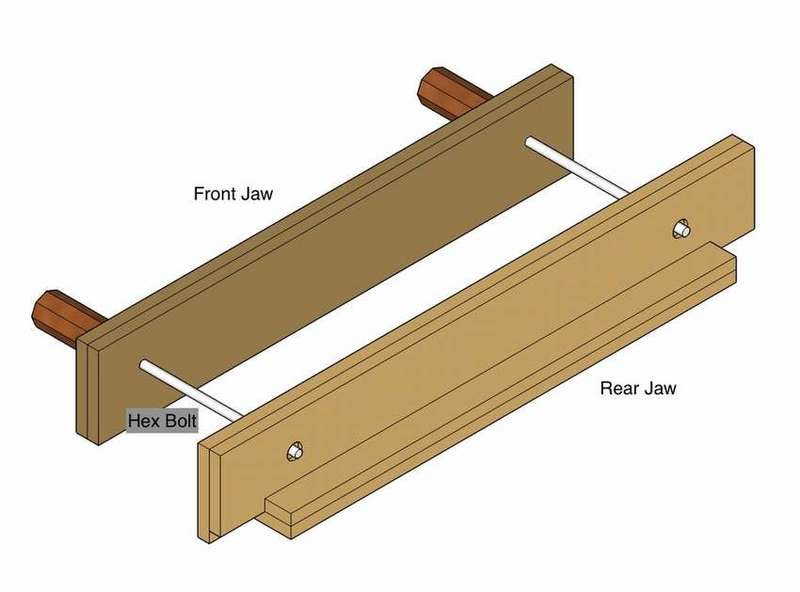
Быстрозажимные тиски своими руками легко сделать из дерева. Для этого не нужна сварка, необходимая при работе с металлическими деталями. Из инструмента потребуются только лобзик или ножовка, а также, дрель.
Начинаем с изготовления ручки тисков:
- Берем стальную шпильку нужной длины.
- С одной стороны шпильки фиксируем гайку.
- Водопроводный тройник садим центральным отверстием на шпильку.
- Просверливаем тройник и шпильку по центру.
- Устанавливаем в засверленное отверстие болт на 10.
Ручка готова. Второй этап — изготовление губок. Делаем их из доски. Можно взять, к примеру, обрезок мебельного щита. Главное, чтобы толщина детали была минимум 0,6 сантиметра. Отрезаем 25—30 см. доски. Потом еще раз. Должны получиться 2 заготовки одинаковой длины и ширины. Это губки тисков.
В их центре сверлим отверстие под шпильку. В одной из досок организуем в дырке паз под гайку. Еще 2 допотверстия делаем по бокам досок, то есть в сумме, 4 отверстия. Они для направляющих. Гайка завинчивается. А на шпильку со стороны отверстия садится шайба.
Остается вставить шпильку в паз центрального отверстия одной из губ. Короткий выступ шпильки фиксируется шайбой. Поверх — тройник. Он удерживается болтом. Теперь затягиваем гайку с обратной стороны доски. Надо загнать металлическую деталь в паз дерева.
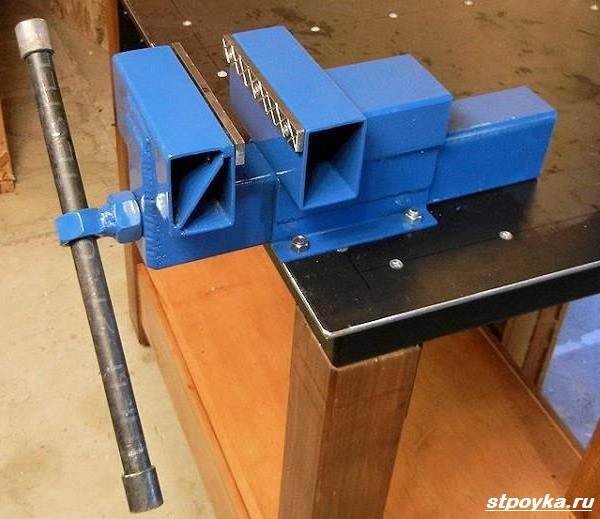
А так выглядят быстрозажимные тиски своими руками из металла
В этом пазу гайка может проворачиваться. Поэтому ее сваривают со шпилькой. Есть альтернатива — просверлить ход в гайке. Для этого вместо сварочного аппарата берем дрель. Сверлим гайку, в положении на шпильке. Подбираем болт подходящего под дырку в гайке диаметра и загоняем туда.
Подвижная губка тисков готова. В ее боковые отверстия втыкаем 2 металлических прутка и переходим к фиксации второй губы. Она неподвижная. Крепим на боковину стола с помощью струбцины. Затем делаем в столе отверстия.
Теперь соединяем 2 губы тисков боковыми прутками и центральной шпилькой. На ее конец накручиваем гайку, обводя ее грани по дереву неподвижной губы. По линии делаем паз. Для этого пригодится стамеска.
Остается утопить гайку в губу и тиски готовы. Чего-то не хватает? Правильно. Рукоять еще не сделана. Для нее берем деревянную круглую рейку, подбирая нужный диаметр. Теперь крепим тиски к столу на саморезы. Здесь важна аккуратность.
Шляпки саморезов не должны выступать на рабочей поверхности губы. Иначе, обрабатываемые деревянные детали будут страдать. Тугость хода металлических направляющих исключаем, добавляя к ним втулки из металла. Получились столярные тиски. У большинства домашних Кулибиных найдется под рукой все необходимое.
Ручное фрезерное приспособление
Поворотные тиски, благодаря ротационному диску, имеют радиус поворота 360 градусов. Вместе с ними поворачивается и зажатая в них деталь. Фиксация диска происходит при помощи стержня, на которым нарезана резьба, а также статичного регулятора, вынесенного за поворотную часть. Для улучшения фиксации в поворотном механизме предусматривается углубление.
Сверху на диске фиксируются ручные тиски. Они снабжены 2 пластинами с демпфирующим материалом. Перпендикулярно располагаются рельсы. Это направляющие по которым одна из пластин передвигается.
 В качестве регулирующего элемента используется стержень с резьбой. Он приваривается к центральной части пластины с внутренней стороны. С другой стороны стержня расположена ручка. Этот конец продет через закрепленный намертво регулятор с резьбой на внутренней стороне.
В качестве регулирующего элемента используется стержень с резьбой. Он приваривается к центральной части пластины с внутренней стороны. С другой стороны стержня расположена ручка. Этот конец продет через закрепленный намертво регулятор с резьбой на внутренней стороне.
Расстояние между пластинами тисков составляет около 1 мм, при полностью закрученном стержне. Это нужно для того, чтобы не повредить тиски.
Конструкции тисков могут бывать разных модификаций. Например, с 2 подвижными пластинами. Устройство имеет сложный механизм. В других случаях используется рычаг вместо ручки, а также передаточный узел.
Как правило, такой тисковый прибор применяется в небольших мастерских. Слесарный инструмент быстро поддается ремонту. Его легко разобрать или установить на машинный стол. В использовании он удобен и практичен.