Содержание:
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
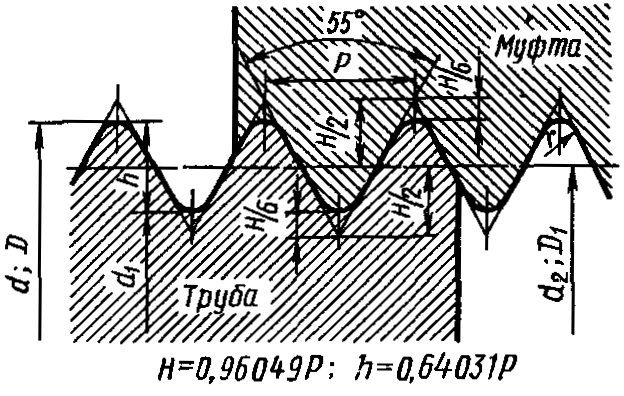
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Резьба метрическая. Размеры.
На рисунках приведены размеры резьб диаметрами 5… 64 мм, используемые при расчетах на прочность.
Выбор шага резьбы зависит от требуемой прочности стержня винта, ослабленного резьбой, условий самоторможения или необходимости тонкой регулировки.
Для облегчения расчетов дополнительно приведены расчетный диаметр винта, площадь расчетного сечения винта и угол подъема винтовой линии на среднем диаметре резьбы.
Примечания:
- Полужирным шрифтом выделены крупные шаги резьб.
- Обозначения резьб смотри выше.
- Расчетный диаметр dр винта определен по зависимости , где d3 — внутренний диаметр болта.
- Площадь расчетного сечения Ар определена по зависимости .
- Угол подъема резьбы ψ определен для среднего диаметра (d2) резьбы по зависимости
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в .
Таблица 4
Допуски диаметров d и D1
|
Наружная резьба |
Внутренняя резьба |
|||||||
|
Степень точности |
||||||||
|
4 |
6 |
8 |
4 |
5 |
6 |
7 |
8 |
|
|
Допуск, мкм |
||||||||
|
Td |
TD1 |
|||||||
|
0,2 |
36 |
56 |
— |
38 |
48 |
60 |
— |
— |
|
0,25 |
42 |
67 |
— |
45 |
56 |
71 |
— |
— |
|
0,3 |
48 |
75 |
— |
53 |
67 |
85 |
— |
— |
|
0,35 |
53 |
85 |
— |
63 |
80 |
100 |
— |
— |
|
0,4 |
60 |
95 |
— |
71 |
90 |
112 |
— |
— |
|
0,45 |
63 |
100 |
— |
80 |
100 |
125 |
— |
— |
|
0,5 |
67 |
106 |
— |
90 |
112 |
140 |
180 |
— |
|
0,6 |
80 |
125 |
— |
100 |
125 |
160 |
200 |
— |
|
0,7 |
90 |
140 |
— |
112 |
140 |
180 |
224 |
— |
|
0,75 |
90 |
140 |
— |
118 |
150 |
190 |
236 |
— |
|
0,8 |
95 |
150 |
236 |
125 |
160 |
200 |
250 |
315 |
|
1 |
112 |
180 |
280 |
150 |
190 |
236 |
300 |
375 |
|
1,25 |
132 |
212 |
335 |
170 |
212 |
265 |
335 |
425 |
|
1,5 |
150 |
236 |
375 |
190 |
236 |
300 |
375 |
475 |
|
1,75 |
170 |
265 |
425 |
212 |
265 |
335 |
425 |
530 |
|
2 |
180 |
280 |
450 |
236 |
300 |
375 |
475 |
600 |
|
2,5 |
212 |
335 |
530 |
280 |
355 |
450 |
569 |
710 |
|
3 |
236 |
375 |
600 |
315 |
400 |
500 |
630 |
800 |
|
3,5 |
265 |
425 |
670 |
355 |
450 |
560 |
710 |
900 |
|
4 |
300 |
475 |
750 |
375 |
475 |
600 |
750 |
950 |
|
4,5 |
315 |
500 |
800 |
425 |
530 |
670 |
850 |
1060 |
|
5 |
335 |
530 |
850 |
450 |
560 |
710 |
900 |
1120 |
|
5,5 |
355 |
560 |
900 |
475 |
600 |
750 |
950 |
1180 |
|
6 |
375 |
600 |
950 |
500 |
630 |
800 |
1000 |
1250 |
Таблица 5
Допуски диаметра d2
|
Шаг Р, мм |
Степень точности |
||||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||
|
Допуск Тd2 , мкм |
|||||||||
|
От 1 до 1,4 |
0,2 |
24 |
30 |
38 |
48 |
(60) |
(75) |
— |
— |
|
0,25 |
26 |
34 |
42 |
53 |
(67) |
(85) |
— |
— |
|
|
0,3 |
28 |
36 |
45 |
56 |
(71) |
(90) |
— |
— |
|
|
Св. 1,4 до 2,8 |
0,2 |
25 |
32 |
40 |
50 |
(63) |
(80) |
— |
— |
|
0,25 |
28 |
36 |
45 |
56 |
(71) |
(90) |
— |
— |
|
|
0,35 |
32 |
40 |
50 |
63 |
80 |
(100) |
— |
— |
|
|
0,4 |
34 |
42 |
53 |
67 |
85 |
(106) |
— |
— |
|
|
0,45 |
36 |
45 |
56 |
71 |
90 |
(112) |
— |
— |
|
|
Св. 2,8 до 5,6 |
0,25 |
28 |
36 |
45 |
56 |
(71) |
— |
— |
— |
|
0,35 |
34 |
42 |
53 |
67 |
85 |
(106) |
— |
— |
|
|
0,5 |
38 |
48 |
60 |
75 |
95 |
(118) |
— |
— |
|
|
0,6 |
42 |
53 |
67 |
85 |
106 |
(132) |
— |
— |
|
|
0,7 |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
— |
|
|
0,75 |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
— |
|
|
0,8 |
48 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
|
|
Св. 5,6 до 11,2 |
0,25 |
32 |
40 |
50 |
63 |
(80) |
— |
— |
— |
|
0,35 |
36 |
45 |
56 |
71 |
90 |
— |
— |
— |
|
|
0,5 |
42 |
53 |
67 |
85 |
106 |
(132) |
— |
— |
|
|
0,75 |
50 |
63 |
80 |
100 |
125 |
(160) |
— |
— |
|
|
1 |
56 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
|
|
1,25 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,5 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
Св. 11,2 до 22,4 |
0,35 |
38 |
48 |
60 |
75 |
95 |
— |
— |
— |
|
0,5 |
45 |
56 |
71 |
90 |
112 |
(140) |
— |
— |
|
|
0,75 |
53 |
67 |
85 |
106 |
132 |
(170) |
— |
— |
|
|
1 |
60 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
|
|
1,25 |
67 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
|
|
1,5 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,75 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
Св. 22,4 до 45 |
0,5 |
48 |
60 |
75 |
95 |
118 |
— |
— |
— |
|
0,75 |
56 |
71 |
90 |
112 |
140 |
(180) |
— |
— |
|
|
1 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
|
|
1,5 |
75 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
|
|
2 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
3 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
|
|
3,5 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4,5 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
Св. 45 до 90 |
0,5 |
50 |
63 |
80 |
100 |
125 |
— |
— |
— |
|
0,75 |
60 |
75 |
95 |
118 |
150 |
— |
— |
— |
|
|
1 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
|
|
1,5 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 |
|
|
2 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
|
|
3 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
4 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
|
|
5 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
5,5 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
|
|
6 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
Св. 90 до 180 |
0,75 |
63 |
80 |
100 |
125 |
160 |
— |
— |
— |
|
1 |
75 |
95 |
118 |
150 |
190 |
— |
— |
— |
|
|
1,5 |
85 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
|
|
2 |
95 |
118 |
150 |
190 |
236 |
300 |
375 |
475 |
|
|
3 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
|
|
4 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
6 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
Св. 180 до 355 |
1,5 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
— |
|
2 |
106 |
132 |
170 |
212 |
265 |
335 |
425 |
530 |
|
|
3 |
125 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
|
|
4 |
140 |
180 |
224 |
280 |
355 |
450 |
560 |
710 |
|
|
6 |
160 |
200 |
250 |
315 |
400 |
500 |
630 |
800 |
|
|
Св. 355 до 600 |
2 |
112 |
140 |
180 |
224 |
280 |
355 |
450 |
— |
|
4 |
150 |
190 |
236 |
300 |
375 |
475 |
600 |
750 |
|
|
6 |
170 |
212 |
265 |
335 |
425 |
530 |
670 |
850 |
Примечание. Значения, указанные в скобках, по возможности не применять.
Таблица 6
Допуски диаметра D2
|
Номинальный диаметр резьбы d, мм |
Шаг Р, мм |
Степень точности |
||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
|||
|
Допуск ТD2, мкм |
||||||||
|
От 1 до 1,4 |
0,2 |
40 |
50 |
63 |
— |
— |
— |
|
|
0,25 |
45 |
56 |
71 |
— |
— |
— |
||
|
0,3 |
48 |
60 |
75 |
— |
— |
— |
||
|
Св. 1,4 до 2,8 |
0,2 |
42 |
53 |
67 |
— |
— |
— |
|
|
0,25 |
48 |
60 |
75 |
— |
— |
— |
||
|
0,35 |
53 |
67 |
85 |
— |
— |
— |
||
|
0,4 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,45 |
60 |
75 |
95 |
— |
— |
— |
||
|
Св. 2,8 до 5,6 |
0,25 |
48 |
60 |
75 |
— |
— |
— |
|
|
0,35 |
56 |
71 |
90 |
— |
— |
— |
||
|
0,5 |
63 |
80 |
100 |
125 |
— |
— |
||
|
0,6 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,7 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,8 |
80 |
100 |
125 |
160 |
200 |
250 |
||
|
Св. 5,6 до 11,2 |
0,25 |
53 |
67 |
85 |
— |
— |
— |
|
|
0,35 |
60 |
75 |
95 |
— |
— |
— |
||
|
0,5 |
71 |
90 |
112 |
140 |
— |
— |
||
|
0,75 |
85 |
106 |
132 |
170 |
— |
— |
||
|
1 |
95 |
118 |
150 |
190 |
236 |
300 |
||
|
1,25 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,5 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
Св. 11,2 до 22,4 |
0,35 |
63 |
80 |
100 |
— |
— |
— |
|
|
0,5 |
75 |
95 |
118 |
150 |
— |
— |
||
|
0,75 |
90 |
112 |
140 |
180 |
— |
— |
||
|
1 |
100 |
125 |
160 |
200 |
250 |
315 |
||
|
1,25 |
112 |
140 |
180 |
224 |
280 |
355 |
||
|
1,5 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,75 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
Св. 22,4 до 45 |
0,5 |
80 |
100 |
125 |
— |
— |
— |
|
|
0,75 |
95 |
118 |
150 |
190 |
— |
— |
||
|
1 |
106 |
13,2 |
170 |
212 |
265 |
335 |
||
|
1,5 |
125 |
160 |
200 |
250 |
315 |
400 |
||
|
2 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
3 |
170 |
212 |
265 |
335 |
425 |
530 |
||
|
3,5 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4,5 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
Св. 45 до 90 |
0,5 |
85 |
106 |
132 |
— |
— |
— |
|
|
0,75 |
100 |
125 |
160 |
— |
— |
— |
||
|
1 |
118 |
150 |
190 |
236 |
300 |
375 |
||
|
1,5 |
132 |
170 |
212 |
265 |
335 |
425 |
||
|
2 |
150 |
190 |
236 |
300 |
375 |
475 |
||
|
3 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
4 |
200 |
250 |
315 |
400 |
500 |
630 |
||
|
5 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
5,5 |
224 |
280 |
355 |
450 |
560 |
710 |
||
|
6 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
Св. 90 до 180 |
0,75 |
106 |
132 |
170 |
— |
— |
— |
|
|
1 |
125 |
160 |
200 |
250 |
— |
— |
||
|
1,5 |
140 |
180 |
224 |
280 |
355 |
450 |
||
|
2 |
160 |
200 |
250 |
315 |
400 |
500 |
||
|
3 |
190 |
236 |
300 |
375 |
475 |
600 |
||
|
4 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
6 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
Св. 180 до 355 |
1,5 |
150 |
190 |
236 |
300 |
375 |
— |
|
|
2 |
180 |
224 |
280 |
355 |
450 |
560 |
||
|
3 |
212 |
265 |
335 |
425 |
530 |
670 |
||
|
4 |
236 |
300 |
375 |
475 |
600 |
750 |
||
|
6 |
265 |
335 |
425 |
530 |
670 |
850 |
||
|
Св. 355 до 600 |
2 |
190 |
236 |
300 |
375 |
475 |
— |
|
|
4 |
250 |
315 |
400 |
500 |
630 |
800 |
||
|
6 |
280 |
355 |
450 |
560 |
710 |
900 |
||
Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
Часто студентам задают задание по инженерной графике из книги Фролова/Бубенникова 1990 года редакции, в теме №7 необходимо выполнить вот такой чертеж — «Резьбовые изделия».
Вот полное задание Вычертить: 1) болт, гайку, шайбу по их действительным размерам, которые следует взять из соответствующих стандартов;
2) упрощенное изображение этих же деталей в сборе;
3) гнездо под резьбу, гнездо с резьбой, шпильку отдельно и шпильку в сборе с гайкой и шайбой по их действительным размерам, которые следует взять из соответствующих стандартов.
Пошаговое выполнение на примере 2-го варианта:
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Читать также: Номинальный диаметр резьбы винта
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Ленточная резьба гост видео — Лепка.рф
Таблица диаметров под резьбу и др …
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника…. От автора Sergejs Belov…. Добавлено 11 мес. назад. Подробнее…
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. — Woodworking plans … От автора mtmwood. Добавлено 9 мес. назад. Подробнее…
Многозаходная резьба…
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. www.lapic.ru…. От автора LapicLLC. Добавлено 2 год. назад. Подробнее…
Нарезка трапецеидальной резьбы…
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я — Дядько Максим…… За мат, політику і пропаганду = БАН довічний. Тут тільки…… От автора Дядько Максим…. Добавлено 5 год. назад. Подробнее…
Видеоуроки Компас 10 Как сделать ре…
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на…… От автора Anna Veselova. Добавлено 4 год. назад. Подробнее…
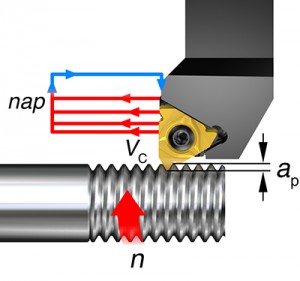
Нарезание различных резьб резцом.av…
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша…… От автора rezaniemateri…. Добавлено 7 год. назад. Подробнее…
Плоское шлифование V образного блок…
Шлифование блоков цилиндров и ГБЦ в Бишкеке. Любая сложность. +996 (555) 970 242. От автора СТО «Механик»…. Добавлено 1 год. назад. Подробнее…
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
— Ленточные пилы для распиловки кругляка и другой древесины — Ро-ма, Польша. LISDEREVMASH 2013, Украина,…… От автора Тимберзилла…. Добавлено 5 год. назад. Подробнее…
‘Гнутые’ ножки. Просто!…
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: … От автора Юрий Примачен…. Добавлено 5 год. назад. Подробнее…
Ножеточка ТЧН
Ширина затачиваемого ножа, мм — 25 — 200 Толщина затачиваемого ножа, мм — 3 — 25 Угол поворота стола, град — 15 —…… От автора Александр Дья…. Добавлено 3 год. назад. Подробнее…
Заглушка резьбовая нержавеющая с вн…
Тринокс — поставка деталей из нержавеющей стали — Заглушка с внутренней резьбой из нержавеющей…… От автора Trinox AISI30…. Добавлено 2 год. назад. Подробнее…