Содержание:
Где используется?
Выделяют несколько основных случаев применения меднения:
- Для декорирования. В последнее время увеличился спрос на старинные медные изделия. При помощи специальной обработки нанесенный слой меди придает поверхности «состаренный вид».
- Гальваническое меднение. Данный способ нанесения железа используется для производства копий отдельных медных деталей различных форм и размеров. Сначала создается основа из воска или пластика, которую в последствии покрывают электропроводящим раствором и медным слоем. Такая технология широко применяется при изготовлении сувенирной продукции, ювелирных изделий, а также барельефов и волноводов.
- В электротехнике. Низкая стоимость меднения выгодно выделяет этот метод – по сравнению с покрытиями из серебра или золота, медные изделия могут применяться в электротехнических отраслях (для производства электродов, контактов под напряжением и в качестве основы под пайку).
Статья по теме: Особенности холодного цинкования и его достоинства
Технологию меднения также совмещают с различными типами гальванизации:
- Для создания многослойного декоративного покрытия со слабыми защитными характеристиками. В таком случае используется медь, хром и никель – трехслойный защитно-декоративный слой, который повышает степень сцепления с основным материалом поверхности.
- Для защиты определённого участка детали при цементации. При гальванизации свинцовых изделий медью необходимо предохранение покрытий стальных элементов от науглероживания. Меднению поддаются только те участки, которые в дальнейшем будут подвергаться механической обработке.
- При реставрационных работах. В процессе омеднения на восстанавливаемой детали образуется промежуточный слой, который в дальнейшем послужит основой для более прочного покрытия (хромирования, никелирования). Для гальванического способа характерно нанесение толстого слоя меди, до двухсот пятидесяти микрометров. Это связано с необходимостью ликвидации всех повреждений и дефектов поверхности.
На видео: гальваническое меднение в декоративных целях.
Сферы использования омеднения
 Как правило, гальваническое омеднение может использоваться:
Как правило, гальваническое омеднение может использоваться:
В декоративных целях. С учетом огромной популярности в нынешнее время старинных изделий из меди. Существуют методы искусственного состаривания изделий из стали;
В гальванопластике. Широко распространена в ювелирной сфере, среди сувенирной продукции, для изготовления барельефов и т.д;
В технической отрасли
Меднение металла очень важно в электротехнической области. Низкая стоимость меднения по сравнению с покрытиями из золота или серебра позволяет снизить расходы на изготовление электродов, электротехнических шин, контактов и других элементов из сталии свинца.
Меднение происходит вместе с нанесением других гальванических покрытий
- Если нужно нанести многослойное защитно-декоративное покрытие на слой стали. В подавляющем большинстве случаев здесь медь используют вместе с никелем и хромом. Это позволяет улучшить сцепление с основным металлом и получить блестящее покрытие высокой прочности;
- Во избежание цементации участка. Меднение свинца позволит избежать появления углероживания на стальных участках. Для нанесения медного слоя используют только те участки, на которых будет проводиться обработка резанием;
- При выполнении реставрационных и восстановительных работ. Данный метод наиболее часто используется для восстановления хромированных частей автомобилей и мотоциклов. Для этих целей наносится довольно толстый слой меди, порядка 100-250 мкм и более того, что позволяет закрыть все дефекты и повреждения металла для нанесения последующих покрытий;
Характеристики меди
Медь является одним из первых металлов, которые человек научился добывать и перерабатывать. Изделия из меди и ее сплавов использовались еще в 3 веке до н.э., о чем свидетельствуют исторические данные и результаты археологических раскопок. Широкому распространению меди во многом способствовало то, что она достаточно легко поддается обработке различными механическими способами. Кроме того, ее можно легко расплавить.
Медь, поверхность которой отличается явно выраженной желтовато-красной окраской, в силу своей мягкости легко поддается обработке методом пластической деформации. Поверхность меди при ее взаимодействии с окружающим воздухом покрывается оксидной пленкой, которая и окрашивает ее в такой красивый цвет.
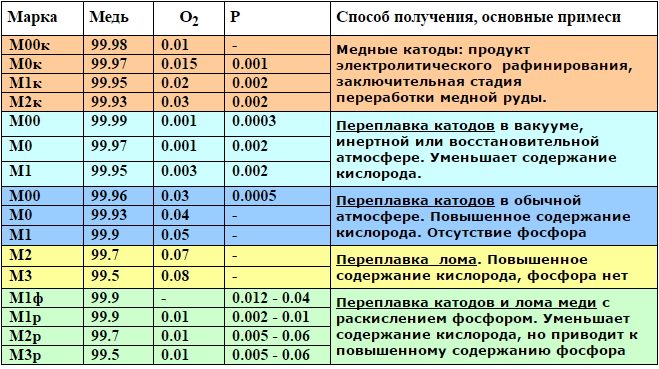
Марки технической меди и их химический состав
Большое значение имеют и такие характеристики меди, как электро- и теплопроводность, по которым она занимает второе место среди всех металлов, уступая только серебру. Благодаря таким свойствам изделия из нее активно используются в электротехнической промышленности, а также в тех случаях, когда необходимо обеспечить быстрый отвод тепла от нагретого предмета.
Еще одним важным параметром меди, напрямую влияющим на объем энерго- и трудозатрат, расходуемых при производстве изделий из нее, является температура плавления. Для чистой меди температура, при которой металл переходит из твердого состояния в жидкое, составляет 1083°. Если смешать медь с оловом и получить бронзу, то температура плавления такого сплава будет составлять уже 930–1140° в зависимости от содержания в нем основной легирующей добавки. Такой , как латунь, который получают путем добавления к основному металлу цинка, обладает еще меньшей температурой плавления, которая находится в интервале 900–1050°.
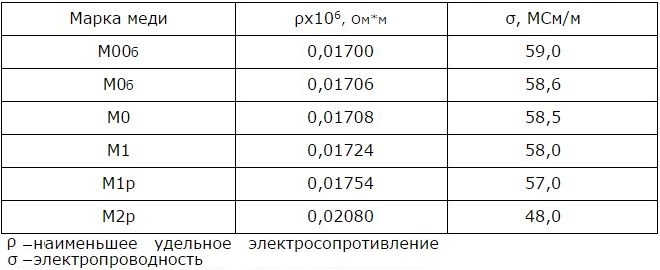
Электрические свойства меди при температуре 20°
Если вы решили реализовать в домашних условиях такой технологический процесс, как , важно знать еще один параметр – температуру ее кипения. При 2560° медь начинает буквально кипеть, что хорошо заметно по видео данного процесса. Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве
Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве.

При соблюдении технологии плавки на поверхности медного слитка могут остаться неглубокие поры, легко удаляемые шлифовкой
Меднение изделия
Перед началом работ по меднению в домашних условиях нужно подготовить необходимые материалы и оборудование. Надо позаботится об источнике напряжения и постоянного тока. Существует много рекомендаций касательно силы тока, разброс которого может быть большим. Поэтому желательно иметь реостат с возможностью плавной регулировки напряжения и для постепенного завершения процесса. Источником может служить автомобильный аккумулятор или выпрямитель с напряжением на выходе не больше 12 вольт. Для первых опытов будет достаточно обычной батарейки от 4.5 до 9 вольт.
Затем выбирается ёмкость для электролитического раствора, лучше всего из жаропрочного стекла. В любом случае все ёмкости для электролиза должны быть диэлектриками и выдерживать температуру не менее, чем 80 градусов по Цельсию.
В качестве анодов подойдут два больших медных листа. Они должны перекрывать по размеру заготовку. Из химических реактивов потребуются:
- Купорос медный.
- Кислота соляная либо серная.
- Вода дистиллированная.
Меднение в домашних условиях пользуется заслуженной популярностью, поскольку очень хорошо и надежно держится на стальных изделиях. Главное условие — правильно соблюдать технологию процесса.
Имеется два способа нанесения меди на поверхность:
- Помещение заготовки в раствор электролита.
- Неконтактный способ. В этом случае изделие не погружается в раствор.
Метод погружения
Подготавливается и обрабатывается поверхность изделия при помощи тонкого наждака и щеточки. После этого деталь моется в проточной воде, обезжиривается и еще раз промывается.
Этапы процесса омеднения следующие:
- Два медных анода подключают в сеть к положительным контактам и размещают их в стеклянную банку.
- К обработанному изделию подводят контакт с отрицательным значением напряжения и свободно подвешивают между анодами.
- Подключают реостат согласно электрической схеме для возможности регулирования силы тока.
- Подготавливается раствор в правильных пропорциях. На 100 г дистиллированной воды надо 20 г медного купороса и 2−3 г соляной кислоты. Вместо соляной кислоты можно использовать другую.
- Раствор выливается в посуду с медными пластинами и деталью таким образом, чтобы они полностью скрылись под поверхностью раствора.
- Подключается источник напряжения. Реостатом добиваются необходимой силы тока из примерного расчета 10−15 миллиампер на каждый квадратный сантиметр площади детали.
Покрытие медью без погружения
Этот метод интересен тем, что его можно использовать для обработки не только стальных предметов, но и сделанных из других материалов. Например, алюминия и цинка. Порядок процесса следующий:
- Из многожильного медного провода изготавливается «кисточка». Конец провода оголяется. Из медных проводков создается подобие кисточки, чтобы затем прикрепить ее к деревянной ручке-держателю.
- Второй конец провода подключается к плюсовому контакту электрической цепи.
- В широкую ёмкость заливается стандартный электролитный раствор из медного купороса и соляной кислоты.
- Предварительно очищенная и промытая металлическая заготовка присоединяется к отрицательному контакту и размещается в пустой ёмкости.
- Импровизированная кисточка окунается в раствор электролита и проводится по поверхности заготовки без контакта. Это действие повторяется до получения результата.
https://youtube.com/watch?v=RVbR6LBkHdA
Обработка алюминия
Часто с помощью медного электролиза обновляют столовые приборы, сделанные из алюминия. Если нет опыта проведения этого процесса, то можно потренироваться нанести медь на алюминиевые пластинки. Порядок проведения процесса:
- Алюминиевую пластинку зачищают и обезжиривают.
- Наносят на неё небольшое количество раствора медного купороса.
- Подсоединяют отрицательную клемму от источника питания к алюминиевой пластинке. Удачным способом соединения является металлический зажим-крокодил.
- Положительный полюс питания подается на медную «щеточку». Это конструкция из медного провода, один конец которого освобожден от оплетки, а медные щетинки образовали кисточку. Зажим от питания присоединяется ко второму концу провода. Сечение провода должно быть от одного до полутора миллиметров.
- Медную щетину обмакивают в раствор сернокислой меди и водят на близком расстоянии от поверхности алюминиевой пластинки. При этом нужно стараться не прикасаться щеточкой к заготовке, чтобы не замкнуть цепь.
- Омеднение происходит буквально на глазах.
- После окончания работы с пластины удаляют остатки не закрепившейся меди и протирают спиртом.
Сварка меди и её сплавов со сталью. Как сваривать медь и сталь
На практике сварка меди и стали, чаще всего, осуществляется в стыковых соединениях. В зависимости от характера конструкции, швы в таком соединении могут быть наружными и внутренними.
Для сварки латуни со сталью лучше всего подходит газовая сварка, а для сварки красной меди со сталью — электродуговая сварка металлическими электродами.
Хорошие результаты также получаются при сварке угольными электродами под слоем флюса и газовая сварка под флюсом БМ-1. Часто на практике выполняют газовую сварку латуни со сталью, используя медь в качестве присадочного материала.
Подготовку сварных кромок при одинаковой толщине цветного металла и стали выполняют так же, как и при сварке чёрных металлов.
Сварку листов, толщиной менее 3мм выполняют без разделки, а листов, начиная с 3мм — со скосом кромок.
При недостаточном скосе кромок, или при наличии загрязнений на торцах свариваемых деталей, хорошего провара добиться невозможно. Исходя из этого, при сварке деталей больших толщин, в которых выполнена Х-образная разделка, притупление делать не следует.
Сварка меди со сталью — задача сложная, но вполне выполнимая для наплавочных работ и сварки, например, деталей химической аппаратуры, медного провода со стальной колодкой.
Качество сварки таких соединений удовлетворяет требованиям, предъявляемым к ним. Прочность меди можно повысить путём введения в её состав до 2% железа. При большем количестве железа прочность начинает падать.
При сварке угольным электродом необходимо применять постоянный ток прямой полярности.
Напряжение электрической дуги равно 40-55В, а её длина, примерно, 14-20мм. Сварочный ток выбирается в соответствии с диаметром и качеством электрода (угольный или графитовый) и составляет в пределах 300-550А. Флюс используют такой же, как и для сварки меди, состав этих флюсов дан на этой странице.
Вводят флюс в зону сварки, засыпая его в разделку.
Наилучшие результаты при сварке медных шин со стальными получаются при сварке «в лодочку». Схема такой сварки показана на рисунке. Вначале выполняется подогрев медных кромок угольным электродом, а затем сварка с определённым положением электрода и присадочного прутка (см. рисунок). Скорость сварки составляет 0,25м/ч. Сварка меди с чугуном производится с помощью таких же технологических приёмов.
Приварку низколегированной бронзы малой толщины (до 1,5мм) к стали толщиной до 2,5мм можно осуществить внахлёст неплавящимся вольфрамовым электродом в среде аргона на автомате с подачей присадочной проволоки диаметром 1,8мм со стороны.
При этом очень важно направить дугу на нахлёстку со стороны меди. Режимы такой сварки: сила тока 190А, напряжение дуги 11,5В, скорость сварки 28,5м/ч, скорость подачи проволоки 70м/ч. Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением
Медь и латунь хорошо свариваются со сталью стыковой сваркой с оплавлением.
При таком способе сварки стальные кромки оплавляются достаточно сильно, а кромки цветного металла незначительно. Учитывая это обстоятельство, и принимая в расчёт разность удельных сопротивлений этих металлов, принимают вылет для стали, равный 3,5d, для латуни 1,5d, для меди 1,0d, где d — диаметры свариваемых стержней.
Для стыковой сварки таких стержней методом сопротивления рекомендуют вылет, равный 2,5d для стали, 1,0d для латуни и 1,5d для меди. Удельное сопротивление осадки принимается в пределах 1,0-1,5 кг/мм2.
На практике часто возникает необходимость приварки шпилек диаметром 8-12мм из меди и её сплавов к стали, или стальных шпилек к медным изделиям.
Такую сварку осуществляют на постоянном токе обратной полярности под мелким флюсом марки ОСЦ-45 без предварительного подогрева.
Хорошо привариваются к стали или чугуну медные шпильки диаметром до 12мм или шпильки из латуни марки Л62, диаметром до 10мм при силе тока 400А.
А шпильки из латуни марки ЛС 59-1 для приварки не используют.
Стальные шпильки к медным и латунным изделиям привариваются плохо.
Различные типы меднения
Меднение в домашних условиях могут выполнять даже новички в этом направлении. Чтобы получить качественное покрытие необходимо изучить все нюансы процедуры. Она может проводиться по одной из 2 технологий:
- Погружение в электролит. Заготовка погружается в жидкость и подается электроток. Обычно, используется в тех ситуациях, когда ее габариты не значительны.
- Без погружения в раствор. Более сложный процесс, но позволяющий достигать лучшего качества обмедненных поверхностей.
Во всех случаях необходимо подведение электричества, которое активизирует вещество.
Оптимальный метод выбирается в соответствии с поставленной целью:
- Формирование защитных и декоративных покрытий. Зачастую происходит смешение с никелем, хромом и медью. Получаются прочные и надежные поверхности.
- Защита при цементировании.
- Реставрация изделий.
Рассмотрим подробнее каждый из вариантов.
Омеднение с помещением в электролит
Наиболее доступный способ обмеднения в быту. Необходимы:
- Небольшого размера пластинки из меди.
- Проволока для проведения тока.
- Источник тока.
- Устройство для регулирования и измерения тока.
- Чтобы растворить медь используется обыкновенный электролит, свободно продающийся или легко готовящийся своими руками. Для приготовления следует делать смесь серной кислоты с дистиллированной водой в пропорциях 3 к 100 миллилитрам. Нужная смесь получается после добавления в него 20 г медного купороса.
- Деталь следует очистить щеткой и наждачкой, чтобы удалить оксидную пленку.
- Провести обезжиривание раствором соды и промыть.
- Подготовленная емкость заполняется электролитическим раствором.
- В емкости размещаются 2 пластинки, подключенные к токопроводящей проволоке. Меж ними помещается деталь, которой предполагается омеднение. Нужно проверить полное закрытие смесью и пластинок, и заготовки.
- Затем пластины подключаются к плюсовому полюсу источника, а заготовка садится на минус. Предварительно желательно подключать амперметр и реостат. Выставить диапазон тока до 15 мА на 1см2 площади поверхности изделия.
- Выдержать в течение 20 минут.
- Выключается питание, заготовка извлекается из раствора. В итоге получается тонкое покрытие из меди. Продолжительность процесса оказывает влияние на толщину напыления. Благодаря технологии можно добиваться слоя до 300 мкм и более.
Метод возможно применять для обновления алюминиевых вещей, используемых в быту. Например, столовая утварь из алюминия после омеднения обретет вторую молодость.
Омеднение без помещения в раствор
Метод не предполагает залитие детали жидкостью. Он прекрасно подходит обработки цинковых или алюминиевых изделий.
- Необходим провод – многожильный, медный. Снять изоляцию. Одна сторона распушается, делая подобие кисточки. Можно сделать что-то вроде рукояти для большего комфорта в работе. Другой край провода подключается к положительному полюсу источника тока. Напряжение – не больше 6 Вольт.
- Вышеописанным методом подготавливается электролит с медным купоросом. Посуда может использоваться любого типа, но лучше подобрать ту, которая позволит беспроблемно погружать кисточку из провода. Обрабатываемая деталь очищается от загрязнений. После этого проводами садится на отрицательный полюс источника тока.
- Процедура проводится следующим образом. Распушенный край-кисточка время от времени помещается в раствор. Ей следует проводить вдоль заготовки, не прикасаясь к ней. Поверхность нужно смочить электролитическим раствором. Во время обработки за счет отрицательного заряда деталь будет подтягивать ионы меди, покрываясь ими.
Это меднение металла подойдет для габаритных вещей, которые затруднительно поместить в емкость.
Как проводится химическое меднение на дому?
Чтобы нанести медь в домашних условиях, вам в первую очередь необходимо приготовить рабочий раствор и создать два разноименных электрода, так как в процессе омеднения ионы меди, находящиеся в электролитическом растворе, будут притягиваться к отрицательному полюсу. Нанесение на металлическую поверхность меди в промышленных условиях и в промышленных масштабах чаще всего используется как завершающая операция в обработке изделия.
Однако если вы собираетесь проводить меднение металла собственными силами, то должны знать порядок работы. Далее мы рассмотрим, как покрыть деталь медью в домашних условиях химическим способом с погружением в раствор электролита. Этот процесс легко можно выполнить на дому, если знать все особенности применения меди. Алгоритм выполнения:
1. Для растворителя меди на металле можно взять обычный аккумуляторный электролит. Он продается в любом хозяйственном магазине, однако его можно изготовить и собственными силами. Необходимо соблюдать пропорцию 100:3 дистиллированной воды и серной кислоты с поправкой на необходимый объем электролита. Затем в смесь добавляется до 20 грамм сульфата меди (медный купорос).
2. Предварительно деталь необходимо очистить абразивными материалами, для удаления оксидного слоя. Далее поверхность покрываемой детали обезжиривается горячим раствором карбоната натрия и промывается проточной водой (чтобы на металлах не скапливались различные загрязнения).
3. Гальванизационная емкость заполняется электролитическим раствором до нужного объема, после чего в раствор помещаются две медные пластины (на покрытиях которых будут образовываться ионы меди) на проводниках, а между ними размещается деталь, предназначенная для омеднения.
4. Концы проводников и подвесы для детали подключаются к источнику тока, в качестве которого могут выступать гальванические элементы либо аккумуляторные батареи (плюс на пластины, минус на деталь). В цепь предварительно необходимо последовательно подключить амперметр и реостат.
5. Процесс гальванизации занимает от пятнадцати до двадцати минут, после чего нужно отключить электропитание и извлечь деталь из раствора. Этого времени достаточно чтобы деталь покрылась тонким слоем меди. Для получения более толстого покрытия необходимо увеличить продолжительность процесса. Металлическая поверхность становится более прочной, повышаются ее технические и эксплуатационные свойства.
Как сделать раствор для домашнего меднения (3 видео)
Способы меднения металлов
Существует два базовых метода, с помощью которых выполняют покрытие металлов медью: гальваническое и химическое меднение. В обоих случаях главным условием является применение электролита на основе медного купороса, но при химическом меднении осаждение меди происходит без использования электрического тока. С помощью химического метода нельзя получить покрытия большой толщины, но оно проще, дешевле и может выполняться в крайне простых условиях. С помощью него легко получить тонкие декоративные пленки не только на металлах, но и на пластике, стекле, керамике и пр. К примеру, химическое меднение стали происходит за несколько десятков секунд путем простого погружения в медный купорос.
Погружение в электролитный раствор
Оба метода могут применяться с полным погружением детали в раствор электролита. При гальваническом методе анионы меди отрываются от анода и движутся к катоду под воздействием электрического тока, а при химическом их движение происходит за счет разной электроотрицательности металлов. Поэтому в первом случае при прочих равных условиях за одну и ту же единицу времени осаждается гораздо большее количество меди, но при этом затрачивается электрическая энергия. Меднение алюминия рекомендуется производить только методом погружения, которое необходимо выполнять сразу после обезжиривания и травления в кислоте, иначе на его поверхности быстро образуется прочная оксидная пленка. В видеоролике ниже подробно рассказывается об условиях, которые необходимо соблюдать для качественного меднения алюминия.
Без помещения в электролитный раствор
Меднение изделий без помещения их в емкость с электролитом производится как с использованием источника тока, так и без него. Выбор метода зависит от условий выполнения работ и оборудования, которым располагает домашний мастер. В первом случае необходимо изготовить медную кисточку из обрезка кабеля с большим количеством мягких медных жил. Ее подсоединяют к плюсу источника, а минус подают на изделие. Затем, постоянно обмакивая кисточку в электролит, «красят» подготовленную поверхность, подбирая по ходу условия и скорость меднения.
Во втором варианте изделие просто покрывают раствором медного купороса с помощью малярной кисти, очищая и обмывая его после каждого слоя. Толщина обмеднения в этом случае будет небольшой и зависит от условий обработки и количества наложенных слоев. Этот метод хорошо подходит для меднения стали, к которой медь «липнет» даже при условии не очень хорошей подготовки поверхности. А при нанесении таким способом медного купороса на поверхность алюминия достаточно сложно добиться устойчивого результата из-за его склонности к быстрому окислению.
Использование медного купороса
Одно из основных условий качественного меднения — это использование максимально чистого медного купороса. Поэтому данный реагент лучше приобретать в хозяйственных или специализированных магазинах в упаковках, на которых указано процентное содержание сернистого сульфата меди (не ниже 97–98%). Если на медном купоросе садово-огородного назначения не указан состав, то для электролита он не годится, т. к. может содержать различные добавки, влияющие на гальванический процесс. При приготовлении электролита в домашних условиях не следует применять сырую водопроводную воду, поскольку она содержит недопустимые при меднении соединения хлора. Перед использованием ее следует отстоять и прокипятить или же просто приобрести дистиллированную.
Характеристики омедненных металлов
Медь имеет хорошее сцепление практически со всеми металлами и сплавами, но защитные свойства медного гальванического покрытия без дополнительных слоев невысоки. Под воздействием атмосферных факторов оно достаточно быстро разрушается, и даже в домашних условиях его обычно покрывают лаком. В то же время подслой из меди значительно улучшает характеристики многослойных покрытий в части механической прочности и коррозионной стойкости. Нержавеющие стали обычно защищают от коррозии трехслойным покрытием из хрома, никеля и меди. При этом меднение проводится первым, чтобы при использовании изделия в условиях переменных нагрузок обеспечить пластичность всего составного слоя. Точно такую же роль меднение играет в покрытиях металлопроката и листового железа, из которых изготавливают профильные изделия, эксплуатируемые в условиях морского климата и агрессивных сред. Омедненные провода и контакты из алюминия легко паяются и имеют более низкое сопротивление, особенно на высоких частотах. Технические условия электролиза позволяют при меднении металлов в декоративных целях окрашивать поверхностные слои меди в различные цвета и придавать им дополнительный блеск (на фото ниже – меднение по нержавейке).




