Содержание:
- Лучшие сварочные электроды с целлюлозным покрытием
- Типы покрытия электродов для ручной сварки
- Виды электродов
- Лучшие сварочные электроды с основным покрытием
- Классификация сварочных электродов
- Как правильно выбрать электроды для инвекторной установки?
- Диаметр покрытия
- Виды электродов для ручной дуговой сварки
- Типы покрытия электродов для ручной сварки
- Как подобрать диаметр?
- Назначение электрода
- Дополнительные виды электродов
- Электроды с целлюлозным покрытием
Лучшие сварочные электроды с целлюлозным покрытием
Кратон 3.2мм
Назначение этого электрода — ручная дуговая сварка ответственных конструкций на основе сталей углеродистых сортов. Диаметр 3,2 мм. Показатель относительного удлинения 22%, величина временного сопротивления 420 Мпа.
Достоинства:
- хорошее горение дуги;
- возможность работать при низких напряжениях;
- ровный шов.
Отрицательных отзывов нет.
ESAB Pipeweld 6010 Plus 3.2мм
Современная модификация Pipeweld 6010. Область применения — сварка корневых проходов трубопроводов классом (прочность до API 5LX80), заполняющих и облицовочных проходов трубопроводов классом (прочность до API 5LX56), вне зависимости от пространственного положения. Дуга легко контролируемая, с глубоким проплавлением, шлак отделяется очень легко. Даже если кромки плохо подогнаны, результат получается превосходный. Длина изделия 350 мм, диаметр 3,2 мм.
Типы покрытия электродов для ручной сварки
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.
Кислое
Главное преимущество обмазки кислого типа – при сварочных работах вероятность образования пор в области шва стремится к нулю, даже если места приварки элементов друг к другу покрыты следами ржавчины или окалиной. Кислое покрытие способствует равномерному горению дуги и легкому ее зажиганию. Этот вид электродов используют, когда требования к готовой конструкции минимальны.
Стержни с кислой защитой хорошо работают как при постоянном, так и при переменном токе. Наиболее ощутимые недостатки – брызги при сварке, токсичные испарения, риск появления горячих трещин при сваривании.
ОСТОРОЖНО! Кислое покрытие является токсичным при нагреве!
Подробнее про кислое покрытие >>>
Основное
За счет слабого окисления такого покрытия оно способствует легкому избавлению от кислорода плавящегося металла. Шов, сделанный с применением электрода с основной обмазкой, защищен от возникновения горячих трещин. Электрод данного типа нужно прокаливать перед работой, чтобы исключить вероятность появления пор в шве. Из-за сложности поддержания горения дуги производить сварку электродами с основным покрытием нужно только с использованием источника постоянного тока обратной полярности (относится не ко всем, но к большинству марок).
Электроды с основным типом покрытия применяют для сварки металлических деталей из закаливающихся видов стали, которые подвержены риску появления холодных трещин, а также для сварки элементов из металла с большим процентом содержания серы и фосфора. «Основные» электроды показывают высокую эффективность при сварке в несколько слоев конструкций, которым нужна высокая жесткость.
Подробнее про данное покрытие и электроды.
Целлюлозное
Использование в работе со сварочным аппаратом продукции с обмазкой из целлюлозы (имеют маркировку «Ц» на упаковке) дает хорошее качественное горение дуги преимущественно при постоянном токе. Эту разновидность используют при работах по сварке корневых швов на магистральных трубопроводах, выполненных из низкоуглеродистой стали.
Также стержни с покрытием из целлюлозы отлично подходят для односторонней сварки с качественным проплавлением в области корневого шва. Использование стержней дает хороший результат при сварке, осуществляемой в вертикальном положении.
Не рекомендуется применение для сварки стали, имеющей высокий процент углерода и других легирующих компонентов в составе. Еще один минус – высокая степень восприимчивости к большим температурам и вероятность брызг расплавленного металла в процессе работы.
Больше про целлюлозные электроды тут.
Рутиловое
Данный тип покрытия обозначается буквой «Р». Стержни, покрытые рутиловым составом, показывают хорошие результаты даже при работе с металлами, имеющими ржавые участки или следы окалины на поверхности в местах сварки, в процессе соединения деталей не образуется горячих трещин.
Не используйте электроды со сколотой обмазкой
С помощью электродов с рутиловой обмазкой легко соединять загрунтованные элементы, при этом, характеристики шва не ухудшаются. Рутиловая обмазка способствует устойчивому горению дуги независимо от типа тока. Брызги раскаленного металла практически отсутствуют. Также рутиловые стержни характеризуются малым процентом брака в виде пор: при их использовании сводится на нет вероятность «стартовой пористости».
При сварке электродами средней и большой толщины возможна работа во всех допустимых положениях. Если толщина покрытия, на котором выполняются сварочные работы, особо толстая, то эффективнее всего проводить сварку в нижнем положении. Электроды с рутиловой обмазкой не стоит использовать для сварки элементов, которые будут эксплуатироваться в условиях высоких температур.
Вот здесь про рутиловые электроды больше информации.
Виды электродов
Чтобы качественно и прочно соединить несколько конструкций, сделанных из металла или сплава, используют сварочные оборудования. Одной из важных деталей в каждом инструменте является электрод. Необходимо знать обозначение электродов для сварки, чтобы шов на исходе получился качественным и максимально надежным.
Для более детального и доступного понимания, изучения, применяются виды и марка электродов. Один из самых популярных вопросов у большинства сварщиков – как расшифровываются марки электродов.
Деталь применяется в работах, где присутствует ручная дуговая сварка.
Классификация подобных элементов содержит в себе два группы:
- плавящиеся элементы;
- неплавящиеся.
Особенности маркировки электродов.
Кроме этого плавящиеся детали имеют своё подразделение на:
- покрытые;
- непокрытые.
Одним из главных и весьма актуальных вопросов для любого сварщика, которому предстоит работа с электродами МР, является их обозначение. В первую очередь, стоит отметить, что стержни, расплавляющиеся сварочным аппаратом, должны быть чугунными, стальными, медными или изготовленными из другого материала.
Они выступают в качестве анода либо катода, с функцией присадочного материала.
Защищенная поверхность у стержней плавящихся электродов является многофункциональной, сюда относится удержание дуговой оси и создание облака газов, что мешает шву окисляться.
Детали неплавящиеся производятся при помощи тугоплавкого материала, например, графита, угля либо вольфрама. С их помощью можно разжечь или удержать дугу. Заполняется шов за счет присадки, подающейся в ручном режиме.
Лучшие сварочные электроды с основным покрытием
KOBELCO LB-52U 4мм
Высококачественное дорогостоящее изделие от японских производителей. Отлично справляется с соединением поверхностей из низкоуглеродистых сталей, где возможностей для двусторонней проварки нет (например, если речь идет о трубопроводах). Шов получается очень качественный. В отдельных случаях показатель прочности составляет 588 Н/мм2. Основное покрытие немного усложняет эксплуатацию. Перед использованием изделие прокаливают при температуре около 300 градусов. Это способствует удалению воды, а, значит, улучшению качества горения. Рекомендовано пользоваться при постоянном токе. Работать с переменным тоже возможно, но результат будет несколько хуже.
Преимущества:
- идеально чистый и прочный шов;
- легкое формирование шва по разным направлениям;
- возможность соединения элементов из низкоуглеродистых сталей.
Минусы:
- необходимость в предварительной прокалке из-за высокой чувствительности изделия к отсыреванию;
- высокая цена.
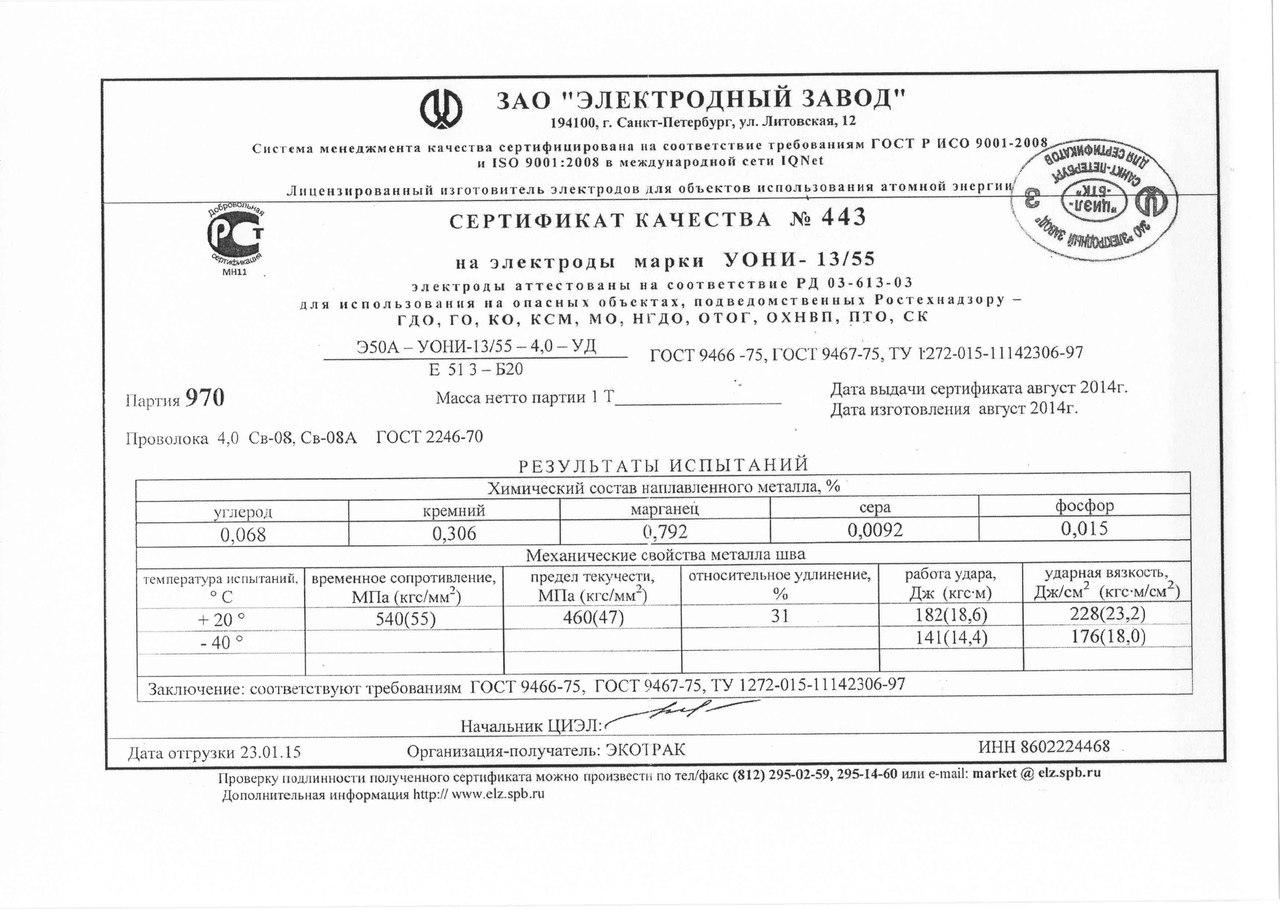
ESAB УОНИИ 13/55 3мм
Продукт шведского производства пользуется вполне заслуженным признанием у российских сварщиков. Он отлично подходит для соединения заготовок из углеродистых и низколегированных сортов стали
Важно, что на отечественном рынке нет подделок продукции этой марки
Плюсы:
- высокий предел текучести;
- оптимальная толщина — 3,0 мм;
- стойкость к погодным условиям;
- невысокая цена;
- отсутствие подделок на рынке.
Недостаток: небольшое относительное растяжение.
Классификация сварочных электродов
Большое разнообразие электродов, а также принципов их классификации затрудняет разработку единой общепринятой системы классификации электродов. Марки электродов стандартами не регламентируются. Подразделение электродов на марки производится по техническим условиям и паспортам. Каждому типу электродов может соответствовать одна или несколько марок.
возможно то что электрод не относится к маркам
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
|
|
Покрытые | Непокрытые |
|
Использовались на ранних стадиях развития сварочных технологий.Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла.
Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия:
По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
Виды электродов по роду и полярности сварочного тока:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности (сварочный электрод соединяется с плюсом).
Как правильно выбрать электроды для инвекторной установки?
Выбрать лучшие сварочные электроды помогут советы опытных профессионалов:
Первым делом, необходимо обратить особое внимание на состав сердечника. Он должен быть таким же как и разновидность металлических деталей;
Популярные марки сварочных электродов имеют названия: МР – 3, УОНИ, АНО 21, ОК 63.34.;
Для нержавеющей стали подойдут ОК 63. 34. Они образуют тонкий плоский шов на поверхности металла. В процессе работы, необходимо производить вертикальные движения. Если наклонить электрод в любую сторону, то образуются плотные бугристые соединения металлических элементов.
Марка АНО 21, подходит для сварки углеродистой стали. Электрическая дуга в том случае быстро зажигается и образует плотное покрытие из расплавленного металла. Довольно часто, этот тип применят для соединения водопроводной и газовой сети.
Диаметр покрытия
В продаже можно встретить много марок электродов, предназначенных для разных видов металла и силы предполагаемых нагрузок на будущую конструкцию. Стержни с обмазкой имеют два значения диаметра: диаметр самого электрода и общий диаметр стержня и напыления. При выборе подходящего варианта диаметр является одним из определяющих факторов: чем он больше, тем большую толщину металла можно соединить с помощью стержня.
Важно! Режим работы сварочного аппарата выставляется, исходя из толщины соединяемых деталей и диаметра стрежней. Важно правильно рассчитать силу тока, так как при слишком сильном токе металл можно просто прожечь насквозь, а при слишком слабом не получится образовать дугу.. Диаметр стрежня с обмазкой влияет не только на простоту работы с материалом при сварке, но также обеспечивает нужные характеристики выполненного соединения, влияет на прочность получившейся конструкции
Диаметр стрежня с обмазкой влияет не только на простоту работы с материалом при сварке, но также обеспечивает нужные характеристики выполненного соединения, влияет на прочность получившейся конструкции.
Так, к примеру, электроды, имеющие маркировку Э42А и Э46, используют для сварки деталей из низколегированных видов стали.
Например, продукция типа Э42 обеспечивает сопротивление не менее 42 кгс/мм2, а стрежни с маркировкой Э46 – не менее 46 кгс/мм2. Электроды Э42А применяются для металла с аналогичными качественными показателями на разрыв, но в условиях, когда необходимы более высокие параметры ударной вязкости и относительного удлинения полученного шва. Об улучшенных характеристиках говорит буква «А» в маркировке, которая обозначает кислый тип обмазки стержня.
Виды электродов для ручной дуговой сварки
Данный вид сварки осуществляется посредством постоянного и переменного тока. Работа с постоянным током требует применения выпрямителей или специальных преобразователей.
Для переменного тока используют сварочные трансформаторы особой конструкции. Наиболее распространенным является метод с использованием плавящегося в дуге стержня. Он позволяет работать с легированными и углеродистыми сталями, чугунами и некоторыми цветными металлами.
В первом случае швы формируются в результате расплавления электрода. Во втором – плавится присадочный материал, вводимый внутрь сварочной ванны.
Существует несколько критериев разделения электродов:
- толщина;
- качество;
- тип покрытия.
Кроме того они могут быть металлическими и неметаллическими. Ко второму типу относятся только неплавящиеся.
Типы покрытия электродов для ручной сварки
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.
Кислое
Главное преимущество обмазки кислого типа – при сварочных работах вероятность образования пор в области шва стремится к нулю, даже если места приварки элементов друг к другу покрыты следами ржавчины или окалиной. Кислое покрытие способствует равномерному горению дуги и легкому ее зажиганию. Этот вид электродов используют, когда требования к готовой конструкции минимальны.
Стержни с кислой защитой хорошо работают как при постоянном, так и при переменном токе. Наиболее ощутимые недостатки – брызги при сварке, токсичные испарения, риск появления горячих трещин при сваривании.
ОСТОРОЖНО! Кислое покрытие является токсичным при нагреве!
Подробнее про кислое покрытие >>>
Основное
За счет слабого окисления такого покрытия оно способствует легкому избавлению от кислорода плавящегося металла. Шов, сделанный с применением электрода с основной обмазкой, защищен от возникновения горячих трещин. Электрод данного типа нужно прокаливать перед работой, чтобы исключить вероятность появления пор в шве. Из-за сложности поддержания горения дуги производить сварку электродами с основным покрытием нужно только с использованием источника постоянного тока обратной полярности (относится не ко всем, но к большинству марок).
Электроды с основным типом покрытия применяют для сварки металлических деталей из закаливающихся видов стали, которые подвержены риску появления холодных трещин, а также для сварки элементов из металла с большим процентом содержания серы и фосфора. «Основные» электроды показывают высокую эффективность при сварке в несколько слоев конструкций, которым нужна высокая жесткость.
Подробнее про данное покрытие и электроды.
Целлюлозное
Использование в работе со сварочным аппаратом продукции с обмазкой из целлюлозы (имеют маркировку «Ц» на упаковке) дает хорошее качественное горение дуги преимущественно при постоянном токе. Эту разновидность используют при работах по сварке корневых швов на магистральных трубопроводах, выполненных из низкоуглеродистой стали.
Также стержни с покрытием из целлюлозы отлично подходят для односторонней сварки с качественным проплавлением в области корневого шва. Использование стержней дает хороший результат при сварке, осуществляемой в вертикальном положении.
Не рекомендуется применение для сварки стали, имеющей высокий процент углерода и других легирующих компонентов в составе. Еще один минус – высокая степень восприимчивости к большим температурам и вероятность брызг расплавленного металла в процессе работы.
Больше про целлюлозные электроды тут.
Как подобрать диаметр?
Начинающие сварщики должны соблюдать диаметр и разновидность сварочного элемента
Помимо этого, важно соблюдать мощность электрического тока и правильное его подключение. Производители электродов на обратной стороне пачки указывают тип и область применения данного изделия
Как уже было отмечено выше, толщина изделия подбирается в соответствии с выбранным металлом. Новичкам рекомендуется начинать сварочные работы с более тонкого железа. Оно более пластично. Изделия получаются достаточно аккуратными и изящными.
Для этого подбирают электроды диаметром в 4 мм. На фото сварочных электродов изображены современные марки, которые обеспечивают прочное и надежное соединения железных деталей между собой.
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Дополнительные виды электродов
Расходники делятся на группы по способу работы.
Неплавящиеся электроды
Изделия предназначены для автоматической и полуавтоматической сварки.
В рабочую зону подают:
- защитный газ (в большинстве случаев — аргон);
- присадочный материал.
Неплавящиеся электроды предназначены для автоматической сварки.
Тугоплавкие расходники покрытия не имеют.
Они изготавливаются из следующих материалов:
- Вольфрама. Металл используется в чистом виде или с добавкой тория, лантана, церия, иттрия или циркония. Тип присадки определяют по цветовой маркировке.
- Искусственного прессованного графита.
- Электротехнического угля.
Неплавящимися расходниками варят:
- сталь;
- чугун;
- алюминий;
- медь;
- латунь;
- бронзу.
Поэтому для соединения тонкостенных заготовок используют обратную полярность: «+» подключают к расходнику. В противном случае металл прогорит.
Плавящиеся электроды
Изделия данного типа используются в ручной дуговой сварке.

Плавящиеся электроды используются в ручной дуговой сварке.
В процессе работы материал стержня переносится в сварочную ванну.
Расходники изготавливают из сварочной проволоки Св-08 или Св-08А.
Используются следующие виды стали (всего 77 марок):
- углеродистая;
- легированная;
- высоколегированная.
Изделие подбирают в соответствии с материалом заготовок.
При сварке постоянным током более горячим является катодное пятно (со стороны «минуса»). Поэтому тонкостенные заготовки соединяют прямой полярностью: «-» подключают к расходнику.
Электроды из цветмета
Такие расходники используют для соединения заготовок из алюминия, меди, никеля, прочих цветных металлов и их сплавов. Подбирают стержень из того же материала, что и свариваемые детали.
Используют следующие марки:
- Алюминий — ОЗА-1 и ОЗА-2.
- Алюминиевые сплавы — АФ-4аКр и А-2.
- Медь, бронзу, латунь — МН-5, КМ-100, АМНЦ/ЛКЗ-АБ.
- Никель и его сплавы — ХН-1 или МЗОК.

Электроды из цветмета используют для алюминия, меди, никеля.
Электроды для сварки алюминия делают из проволоки Св-А1 с галогенидным покрытием. Они подходят всем маркам металла.
Параметры процесса:
- постоянный ток;
- обратная полярность;
- нижнее пространственное положение шва.
Расходники КМ-100 и им подобные выполнены из медной проволоки и снабжены основным покрытием (фтористо-кальциевым). Оно характеризуется пониженным выделением кислорода, оказывающего разрушительное действие на металл. Возможно соединение меди с углеродистой сталью.
Параметры процесса:
- постоянный ток;
- обратная полярность;
- нижнее пространственное положение шва.
Электроды для контактной сварки тоже делают из меди или бронзы.
Расходники марки МЗОК и им подобные изготавливают из никелево-медной проволоки с покрытием основного типа.
Параметры процесса:
- постоянный ток;
- прямая и обратная полярность;
- любое пространственное положение шва.
Электроды с целлюлозным покрытием
Обмазка целлюлозных электродов наполовину состоит из органических компонентов, чаще всего из целлюлозы. Сварочный шов, наплавленный целлюлозными электродами, содержит большой процент водорода. При сварке электродами с целлюлозным покрытием образуется равномерный обратный валик.
Электроды со всеми вышеперечисленными покрытиями предназначены для сварки низколегированных и углеродистых сталей. Все они применяются для того, чтобы получить сварные соединения, отличающиеся какими-то особыми характеристиками, которые требуют условия эксплуатации металлоконструкций.