Содержание:
- Что нужно знать о сварочных инверторах?
- Разновидности сварки
- Лучшие модели для полуавтоматической сварки (MIG/MAG)
- Как выбрать хороший сварочный аппарат?
- Как выбирать аппарат для электросварки
- 5 СИБРТЕХ ИДС-220
- Характеристика инверторов
- Домашний инвертор
- Особенности сварки постоянным и переменным током
- Как выбрать сварочный инвертор
- Принцип действия сварочного инвертора
- 2 Quattro Elementi MultiPro 2100
- Устройство, характеристики и свойства
- Виды электродов
- Устройство полуавтомата
Что нужно знать о сварочных инверторах?
Сварочный инвертор крайне чувствителен к пыли и влаге.
Причина тому – наличие нескольких печатных плат, элементы которых со временем окисляются, и забиваются мелким мусором, что приводит к короткому замыканию дорожек.
Хранить устройства можно и в гараже, упаковав его в коробку, однако, следует избегать резких температурных перепадов.
Еще один нюанс касательно инверторов заключается в количестве плат, на которых распаяны радиодетали.
Чем их больше – тем лучше.
Причина крайне проста: при выходе из строя одной из них достаточно попросту произвести ее замену, но в случае конструкции с одной платой, на которой, предположим, возникло КЗ, в негодность придет все устройство.
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
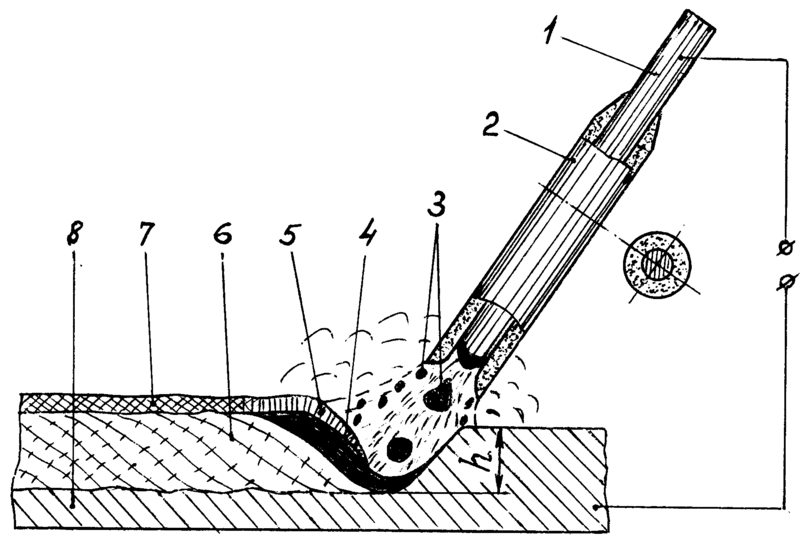
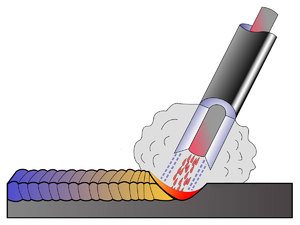
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
 Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Лучшие модели для полуавтоматической сварки (MIG/MAG)
Такое соединение элементов подходит для тонких листов стали, цветных и благородных металлов.
САИПА-135
Модель снабжена охлаждаемым трансформатором, барабаном с подачей проволоки для сваривания. Применима для задач различной сложности.
Преимущества:
- плавная регулировка;
- компактность и малый вес;
- высокое качество шва;
- защита от перегрузки.
Недостатки:
- короткий кабель;
- неудобная реализация системы включения горелки;
- нет крепления защитного чехла.
Отзывы
| Андрей Гусев | Тимур Золотин |
| «Прибор покупался для кузовных работ. Аккуратно варит шов при минимальном показателе напряжения. Проволочная катушка ставится только на 1 кг, поэтому для больших объёмов работ инструмент не подойдёт.» | «Устройство небольшое и лёгкое, стойко выдерживает работу зимой, поддерживает стабильное напряжение, даже при взаимодействии с генератором.» |
САИПА-190МФ
Полуавтоматический агрегат для бытовых и промышленных строительных, ремонтных работ. Надёжен в эксплуатации, защищён от перегрузок, сообщает о перегреве при помощи специального светового датчика.
Преимущества:
- качественная сварка;
- работает с толстым металлом;
- ремонтопригодность;
- хорошая сборка.
Недостатки:
- чувствительность к скачкам напряжения в электросети;
- отсутствуют режимы 4т;
- быстрый перегрев.
Отзывы
| Виталий Поляков | Константин Хорев |
| «Устройство компактное с большим набором функций. Отлично выполняет задачи по сварке деталей автомобилей электродами и проволокой. Оснастка подаётся оперативно.» | «Сварка мягкая, как с углекислотой, так и с газовой смесью. Хороший провар материала до 10 мм.» |
САИПА-200
Инверторный аппарат для скрепления изделий из чёрных и цветных металлов, обеспечивающий ровный и качественный сварочный шов.
Преимущества:
- удобная ручка для перемещения;
- защита от скачков напряжения и перегрева;
- механизированная подача проволоки;
- съёмная горелка;
- высокая мощность.
Недостатки:
- энергозатратный;
- плохая работа на максимальной мощности.
Отзывы
| Степан Федотов | Юрий Гуляев |
| «Мощный агрегат от надёжной марки, но потребляет много электроэнергии, при большой нагрузке может не выдержать домашняя проводка.» | «Устройство варит ровный, аккуратный шов, имеет хорошую защиту от перегрева. Можно настраивать мощность и подачу оснастки. С кузовными частями машины справился на отлично.» |
Характеристики моделей для полуавтоматической сварки (MIG/MAG)
| Модель | САИПА-135 (MIG/MAG, MMA) | САИПА-190МФ (TIG, MIG/MAG, MMA) | САИПА-200 (MIG/MAG, MMA) |
| Входное напряжение, В | 140-270 | 198-242 | 140-270 |
| Число фаз питания | 1 | 1 | 1 |
| Сварочный ток (MIG/MAG), А | 30-110 | 30-190 | 30-200 |
| Сварочный ток (MMA), А | 10-110 | 10-190 | 15-200 |
| Сварочный ток (TIG), А | — | 10-190 | — |
| Напряжение при холостом пуске, В | 65 | 80 | 80 |
| Мощность, кВт | 6,60 | 5 | 5,50 |
| Рабочее напряжение, В | 15,50-19,50 | 17,60-27,60 | 15,50-23 |
| Диаметр проволоки, мм | 0,60-0,80 | 0,60-0,80 | 0,80-1 |
| Показатель защиты | IP21S | IP21 | IP21S |
| Масса, кг | 9,82 | 11,26 | 9,3 |
| Цена, р | 14030 | 19130 | 20170 |
Как выбрать хороший сварочный аппарат?
У владельца трактора, автомобиля, дачи, дома с подсобным хозяйством всегда найдётся работа по сварке сталей, но вызов специалиста при малейшей необходимости обойдётся в копейку. За одну только установку забора сварщик может взять дороже, чем стоит хороший сварочный аппарат с маской и пачкой электродов (они разойдутся в процессе самообучения). Возможно, даже с крагами.
Чтобы выбрать лучший сварочный аппарат для дома, важно учитывать сферу и условия его применения. Один из первых критериев выбора инвертора пиковый – сварочный ток
Чем он выше, тем большим диаметром можно использовать электрод и обваривать более толстые металлы. Для ориентира см. таблицу.
| Электрод, мм | Толщина металла, мм | Ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
Для домашней эксплуатации достаточно аппарата, работающего с электродами до 4 мм в диаметре.
По типу сварки аппараты разделяются на:
- MMA – ручное сваривание (классика) покрытым обмазкой плавящимся электродом. Из плюсов: подходит для работы с металлами любой толщины, кроме самых тонких. Недостатки: образующийся шлак необходимо удалять, что особенно неудобно при сварке в несколько проходов. Особенность: при выборе электродов следует учитывать ток – переменный или постоянный. Работают с электродами до 4-5 мм.
- MIG/MAG – расходный материал – плавящийся электрод в инертном (MIG) либо активном (MAG) защитном газе. Применяется для соединения чёрных и цветных металлов. Электрод в виде проволоки автоматом подаётся из мотка. Метод применим лишь для работы с тонкими металлами, позволяет варить листовые материалы толщиной менее 1 мм и конструкции из профиля с толщиной стенки до 20 мм.
- TIG – аргонодуговая сварка – применяется тугоплавкий в атмосфере инертного газа электрод диаметром до 5 мм. Расходник – присадочный прут (толщиной до 1 мм), сам электрод обычно не плавится. Применяется для сваривания стали, цветных металлов, в том числе пары разнородных. Для работы нужен баллон с аргоном.
Существуют универсальные сварочные полуавтоматы типа ММА+MIG/MAG и MIG/MAG+TIG – объединяют возможности описанных выше инструментов – позволят выполнять широкий спектр работ по соединению чёрных и цветных металлов, разной толщины, их сплавов.
Также обращайте внимание на:
- Рабочий цикл или продолжительность нагрузки – так как электронные компоненты, работающие с колоссальным током, шустро нагреваются, бытовые аппараты нуждаются в регулярном охлаждении. Указывается в % для 10-минутных интервалов. Например: 40% говорит о том, что устройство может работать на токе, близком к пиковом на протяжении 4 минут, потом 6 минут ему нужно для охлаждения (также время зависит от рабочего тока и температуры окружающей среды). Может указываться несколько значений для различной силы тока.
- Защита от перепадов сетевого напряжения – показывает пиковые отклонения от нормы, для бюджетных моделей находится в пределах до 15%.
- Диапазон регулировки тока – возможность изменять силу тока позволяет адаптироваться под сварку любыми электродами в различных условиях. Зависит от аппарата, начинается из 5-20 А и завершается максимальными для него значениями в 180-250 А.
Помимо основных характеристик новичкам будут интересны такие функции, как:
- горячий старт – упростит зажигание дуги;
- форсаж дуги – автоматическое повышение тока при сближении электрода со свариваемым металлом во время розжига для предотвращения прилипания;
- антизалипание – после прилипания электрода на него не подаётся питания, пока тот не будет оторван от свариваемой поверхности;
- напряжение холостого хода – параметр показывает, насколько просто разжечь и поддержать дугу: при 80-90 В – справится даже новичок, при значениях напряжения ниже 40-50 В – работа превратится в квест, особенно начинающим.
Что выбрать для домашнего использования:
- инвертор – компактное, бюджетное и универсальное решение для домашнего мастера, нерегулярного использования в быту;
- полуавтомат – специализированный инструмент для сваривания цветных и тонких металлов, легированных сталей;
- выпрямитель – применяется для работы с цветметом, низкоуглеродистыми и высоколегированными сталями;
- трансформатор – наиболее распространённые в промышленности аппараты, целесообразно покупать для производства металлоконструкций в больших объёмах.
Как выбирать аппарат для электросварки
Если с типом сварочного аппарата (трансформатор, выпрямитель, инвертор, автомат или генератор) вы определились, необходимо выбирать модель. Есть несколько ключевых параметров, которые облегчат этот процесс:
- Питающее напряжение: 220 В или 380 В. Для быта обычно берут сварочники, работающие от 220 В. Все типы сварочных аппаратов кроме инверторов достаточно требовательны к его характеристикам. Это только инверторы без проблем могут работать в диапазоне 180-250 В. У остальных при повышении срабатывает защита (они отключаются), а при понижении сильно падают параметры. Трехфазные аппараты на 380 В, как правило более мощные и надежные, но и стоят дороже (минимально — порядка 20-30 тыс. рублей). Их чаще приобретают для производства, на крупные СТО. Для сварки «для себя» своими руками мощность этих агрегатов избыточна.
-
Выходной ток. Если вы выбираете сварочный аппарат для дома и дачи, использовать его будете периодически, для большинства работ достаточно тока 160-180 Ампер (инверторами на этом токе можно работать электродами 3-4 мм без проблем). Если предполагаете варить толстый металл, больше чем 190-250 Ампер вам ни к чему. Промышленные модели могут выдавать до 500 А.
- Напряжение холостого хода. Измеряется на аппарате без нагрузки. Может быть от 45 В до 80-95 В. От этого параметра зависит легкость розжига дуги. Чем выше напряжение холостого хода, тем проще начинать сварку. Также повышенные характеристики гарантируют более стабильную дугу, что облегчает сварку. Этот параметр учитывают при выборе типа электродов: одним для розжига достаточно небольшого напряжения (риутиловое покрытие), другим — нужны повышенные значения (основное покрытие).
| Толщина металла, мм | Диаметр электродов, мм |
|---|---|
| 1,2 — 2,0 мм | 1,5 мм |
| 1,5 — 3,0 мм | 2,0 мм |
| 1,5 — 5,0 мм | 2,5 мм |
| 2,0 — 12,0 мм | 3,0 мм |
| 4,0 — 20, мм | 4,0 мм |
| 10 — 40 мм | 5,0 мм |
Максимальный диаметр электродов, с которыми может работать агрегат. Этот показатель, кроме подбора электродов, влияет также на толщину металла, с которой аппарат может работать.
Несколько общих советов по выбору аппарата для сварки. Чтобы решить, какой сварочный аппарат лучше для дома, отталкивайтесь от тех задач, которые вам нужно будет решать. Для сварки черного металла достаточно трансформатора. Если нужно будет варить конструкционную или низколегированную сталь — нужен инвертор. Для сварки тонких или цветных металлов — полуавтомат.
При работе со сварочным аппаратом вам обязательно нужна сварочная маска и лучше — хамелеон, а также рабочие перчатки или краги сварщика
Часто решающим фактором оказываются габариты. Если вам необходим переносной, портативный и компактный сварочный аппарат — это инвертор, питающийся от сети 220 В. Он имеет совсем небольшие размеры и вес. Его легко переносить даже просто на плече, повесив на ремень. При этом он работает с большим спектром материалов, дает возможность получить хороший шов.
Если электропитание у вас далеко от идеала, то вам тоже подойдет инверторный сварочник: они не боятся перепадов напряжения и раотают даже при понижении до 180 В. Некоторые модели, разработанные специально для пониженного напряжения, работают вообще при 160 В.
Эти же аппараты рекомендуют и начинающим сварщикам: у некоторых из них есть несколько полезных функций, которые значительно облегчают работу новичку в сварке:
- Режим Hot Start — «горячий старт» — облегчает розжиг дуги. В момент начала сварки выдается дополнительный импульс тока, облегчающий розжиг;
- Anti-Stick — «против залипания». В начале работ новичку тяжело правильно подобрать параметры сварки. В результате электрод «прилипает» к детали. При работе с трансформаторами и выпрямителями оторвать его потом непросто. В инверторах автоматически понижается ток, и электрод можно оторвать без особых проблем.
- Arc Force — повышенная мощность. При быстром приближении электрода повышается сила тока, предупреждая залипание электрода.
5 СИБРТЕХ ИДС-220
Масса технических преимуществ и самая доступная цена вполне оправдывают популярность инверторной модели СИБРТЕХ ИДС-220 не только среди новичков, но и уверенных пользователей. Основным предназначением прибора является ручная сварка меди, различных видов стали и других металлов при помощи плавящихся электродов диаметром 5 мм. Благодаря наличию в этом аппарате встроенных функций, таких как легкий запуск и антизалипание, в результате сварочных работ гарантировано лучшее качество шва. Прибор оснащен надежной защитой от перепадов напряжения и перегрева, для чего предусмотрен «умный» вентилятор Smart Fan.
Способность аппарата демонстрировать стабильную работу даже в условиях провисшего до 150 Вольт напряжения гарантирует высокую производительность и максимальную точность. В зависимости от толщины металла, с которым предстоит работа, регулятором выбирается оптимальная сила сварочного тока. Устройство отличается компактными габаритами и малым весом, что также положительно оценивают в своих отзывах пользователи.
Характеристика инверторов
Чтобы выбрать сварочный инвертор для дома, необходимо изучить технические характеристики всех понравившихся приборов
Особое внимание нужно уделить таким показателям:
Защита от перепада напряжения в сети. Такая функция необходима в силу нестабильности напряжения в сети. Чем лучше уровень такой защиты в приборе, тем дороже он будет стоить.
Сила тока. Современное оборудование может иметь силу тока от 5 до 500 ампер.
Устройство вентиляции. Такое приспособление находится практически во всех современных приборах и позволяет охлаждать бытовую технику во время и после работы. Самой лучшей системой охлаждения считается туннельная. Она предполагает расположение радиатора вдоль всего корпуса прибора. Но и это не спасет оборудование от пыли. Вентилятор усиленно всасывает пыль во время работы. Мастеру рекомендуется периодически открывать прибор и чистить его от пыли.
Диаметр используемых электродов. От ширины используемого электрода зависит и мощность работы инвертора. Для домашнего использования можно приобрести аппарат, имеющий силу тока на максимуме в 200 ампер. С таким прибором можно использовать электроды с размером до 5 миллиметров.
Количество имеющихся функций. При выборе оборудования следует учесть дополнительные функции, которые, безусловно, отразятся и на цене прибора.
Вес и размеры оборудования. В зависимости от изготовителя масса и размер готового инвертора могут иметь различные показатели при схожих технических характеристиках.
Цена. При выборе устройства для сварки не всегда надо ориентироваться на цену. Чаще всего привлекательную цену имеют инверторы крупных производственных компаний. Они реализуют товары большими партиями и могут предложить покупателям качественные товары по минимальным ценам.
Сервисные центры
При рассмотрении технических характеристик при покупке устройства следует уделить внимание наличию сервисных центров в городе и их количеству, срокам предоставления ремонтных услуг и наличию запасных деталей в продаже. К инвертору должна прилагаться подробная инструкция на русском языке.
Достоинства и недостатки
Среди очевидных плюсов инверторов можно указать:
- Небольшую массу приспособления. Устройства для сварки переносного типа весят не более 12 кг. Такой инвертор можно взять для работ в загородном доме.
- КПД устройства не ниже 90%. Такой прибор тратит электроэнергию экономно и требует большой мощности для нагрева.
- Обеспечение регулировкой тока и возможность применять его для работы с различными металлами.
- Возможность работы с прибором начинающему мастеру.
- Отсутствие влияния постоянного напряжения на работу оборудования.
- Возможность применения любых электродов на мощном инверторе.
- Возможность установки сварочного режима при помощи настроек.
Помимо всех преимуществ, следует выделить и явные недостатки в эксплуатации инверторов, среди которых:
- Высокая стоимость ремонта. При поломке инверторного блока придется заплатить половину от стоимости аппарата.
- Существенная разница в цене при покупке аппарата инверторного типа и трансформаторного типа.
- Высокая чувствительность оборудования инверторного типа к большой влажности, запыленности и минусовой температуре в помещении.
Домашний инвертор
Для подключения такого приспособления используется как стационарный источник питания, так и переносной трансформатор. В результате происходит снижение рабочего напряжения до 30 вольт, а токи возрастают до нескольких сот ампер, чего хватает для того, чтобы появилась дуга и началось расплавление металлических поверхностей.
У компактных аппаратов возможен горячий старт. Это значит, что сварка вероятна сразу после включения. Температура на конце электрода очень велика. Результатом этого явилось образование тонкого, качественного сварного шва.
Такое оборудование допускает применение различных типов электродов. Есть также гнездо для подачи приволоки для обеспечения полуавтоматического режима. Для этого необходимо использование баллона с инертным или углекислым газом. Таким образом, подобный аппарат позволяет сваривать как простые металлы различной толщины, так и нержавейку, медные и алюминиевые сплавы.
Особенности сварки постоянным и переменным током
Практика показала, что режим постоянного тока позволяет получать значительно лучший сварной шов, чем при переменном напряжении:
- Лучший, более «мягкий» режим зажигания электродуги.
- Возможность работы с тонколистовым материалом (профнастил, автомобильный лист).
- Меньшее проявление эффекта разбрызгивание металла.
- Отсутствие непроваренных участков.
- Сниженный расход электроэнергии.
- Отсутствие характерного треска при сварочном процессе.
Но, ряд потребителей настаивает на обратном, ссылаясь на разницу в цене оборудования. Да, такой факт имеет место (выбор аппаратов рассмотрен ниже). Если взять сварщиков с одинаковым опытом, провести ряд операций с применением постоянного и переменного тока, то очевидное станет…очевидным. Сварочный шов лучше в режиме постоянного тока.
Вместе с тем, имеется ряд ограничений по использованию постоянного тока. Это связано с физико-химическими свойствами материалов. Алюминий и титан в обычных условиях покрыты защитной тугоплавкой плёнкой. Применяя постоянный ток, можно заметить, что мощность дуги в процессе ослабевает, тепловой поток уменьшается. Создаётся предпосылка для образования окисной плёнки. Результат – некачественный шов, непровары.
Чтобы избежать негативного явления используется режим переменного тока. При переходе через «0», меняется полярность. Вектор теплового потока также меняет силу. В этот момент происходит разрушение защитной плёнки. Сварочный процесс протекает в нормальном режиме, образуя надёжное соединение.
Отсюда следует, – выбирать режим необходимо под поставленные задачи и соединяемые материалы. Так как держать два похожих, но разнородных по режимам, агрегата не выгодно, то лучший выход, – приобрести аппарат, вырабатывающий оба вида тока.
Как выбрать сварочный инвертор
Чтобы найти недорогой, но хороший аппарат, нужно уточнить область применения. Для редкого выполнения отдельных операций продолжительностью 15-20 минут вполне подойдет качественная модель бытовой категории. Если предполагаются длительные рабочие циклы (до 8 часов и более), приобретают сварочные инвертора профессионального уровня.
Другие критерии:
- по сварочному току определяют основные функциональные возможности;
- универсальные инверторы поддерживают несколько режимов (ручные MMA, TIG и полуавтоматический MIG-MAG);
- продолжительность включения показывает допустимую длительность сварки в одном рабочем цикле (%);
- расширенный диапазон входного напряжения позволяет применять инвертор для подключения в плохо стабилизированную сеть или генератор;
- компактность и небольшой вес сварочного инвертора пригодятся для создания сварочных соединений в труднодоступных местах;
- при выполнении работ на открытом воздухе проверяют защищенность по стандарту IP, рекомендованный температурный диапазон.
Форсаж дуги, горячий старт и «антиприлипание» – стандартная оснащенность современной техники. Некоторые сварочные аппараты оснащают индикацией тока, автоматикой снижения напряжения холостого хода, другими полезными дополнениями. В любом случае нужно проверить соответствие оборудования базовым параметрам сварки. Диапазоны токов для определенных диаметров электродов (толщины заготовок) в мм:
- 35-50 А – 2 (1,5);
- 45-80 А – 2,5 (2);
- 90-130 А – 3 (3);
- 130-180 А – 4 (5);
- 140-200 А – 4 (8);
- 160-250 А – 4-5 (15).
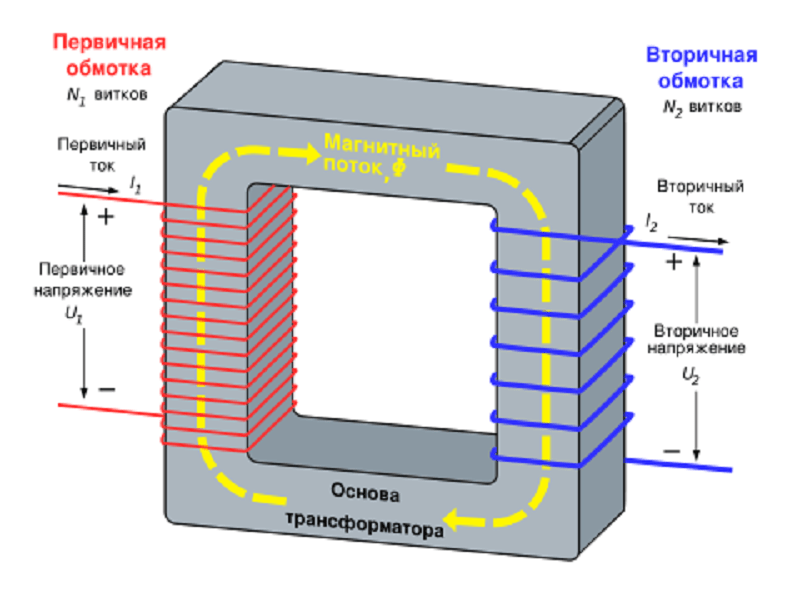
Принцип действия сварочного инвертора
Электрический ток от источника питания подается на выпрямитель, где переменный ток преобразуется в постоянный, после чего инвертором снова преобразуется в переменный, но имеющий очень высокую частоту.
Следом трансформатор понижает напряжение, в следствии чего сила тока значительно возрастает.
На финальном этапе в работу вступает еще один выпрямитель, преобразующий высокочастотный переменный ток с большой силой и малым напряжением снова в постоянный, на котором уже и выполняются сварочные работы.
Материал
В большинстве случаев основная часть корпуса сварочного инвертора представляет собой алюминиевую П-образную крышку и алюминиевое днище.
Передняя и задняя стороны изготавливаются из ударопрочного пластика.
Переключатели и регуляторы также могут быть пластиковыми или металлическими, а панель управления изготавливается из тонкого металла.
Прямые широкие ножки оснащаются резиновыми накладками для повышения устойчивости аппарата.
Питание, мощность и ток сварочного инвертора
Питание на сварочный инвертор подается от источника переменного тока напряжением 220 В (380 В включительно для профессиональных моделей).
Для этого в большинстве случаев используется подключение к розетке бытовой сети.
Если работы требуется выполнить вдали от источника электроэнергии, используется обыкновенный генератор, например, бензиновый, соответствующий аппарату по выдаваемой мощности.
Главное преимущество сварочного инвертора перед сварочным трансформатором, если брать в расчет только технические характеристики – КПД, имеющий значительно большее значение (85 – 95%), а также потребляемая мощность.
Так если трансформатору потребуется до 8 кВт электрической мощности при работе 3-миллиметровым электродом, то для инвертора будет достаточно около 3 кВт, если даже используется электрод на 4 мм.
Инверторы, к тому же, легко настраиваются под определенные режимы работы благодаря широкому диапазону регулировок сварочного тока.
Как правило, это 30 – 200 А.
Размеры и вес
Малый вес и размеры сварочных инверторов – одна из основных его особенностей, которая позволяет эксплуатировать аппараты с максимальным удобством.
Так наиболее компактные модели, средние габариты которых 300х130х300 мм весят от 3,5 кг.
При этом в действительности размеры могут составлять 250 – 450 х 110 – 610 х 160 – 350 мм.
Средний вес бытовых вариантов 5 – 7 кг, а у профессиональных этот показатель может достигать 13 кг.
Комплектующие
Вместе с инверторным источником сварочного тока в комплекте поставляются различные комплектующие, которые после подключения образуют полноценный сварочный аппарат, готовый к работе.
Сюда относятся:
- Провода. Именно они выступают в роли соединительных звеньев между держателем электродов, клеммой на массу и центральным сварочным блоком. Это одножильные толстые кабели с надежной изоляцией, которые способны без труда выдержать высокий сварочный ток. Как правило, эти кабели съемные, то есть присоединяются к инверторному блоку посредством специальных вставок.
- Электродержатель – собственно, держатель электродов, которым и орудует сварщик.
- Зажим на массу. В большинстве случаев это прищепка типа “крокодил”, которую фиксируют на одной из свариваемых деталей. Также называется клеммой заземления. Существуют также магнитные зажимы и модели, выполненные в виде струбцины.
- Щиток или маска для защиты глаз.
- Металлическая щетка для зачистки швов и др.
Если аппаратом подразумевается выполнение TIG-сварки, вместо классического держателя электродов используют специальную горелку с цанговым зажимом для неплавящегося электрода (вольфрамового) и полный набор сопутствующего оборудования и материалов, вроде еврорукава, баллона с газом и шланга для его подачи.
Для удобства транспортировки многие производители включают в комплект поставки сварочного аппарата кейс, который выполняется из пластика или металла.
2 Quattro Elementi MultiPro 2100
Полуавтоматический инверторный аппарат Quattro Elementi MultiPro 2100, укомплектованный съемным сварочным пистолетом BINZEL, отличается высокой производительностью и возможностью работы на максимальном токе продолжительностью 35 %. Варить металл можно аргонодуговой, дуговой и полуавтоматической сваркой. При этом предельный сварочный ток всех трех методов составляет 160 ампер. Такая универсальность аппарата позволит быстро освоиться новичку сварного дела, научившись выполнять соединения по различным технологиям.
В отзывах начинающих специалистов особое внимание заслужили такие вспомогательные функции Quattro Elementi MultiPro 2100, как антиприлипание и форсаж дуги с регулировкой. Не осталась без внимания и возможность быстрой подготовки к работе: горячий старт позволяет сразу приступить к поставленным задачам
Следует отметить, что аппарат привлекает и опытных сварщиков – самое выгодное предложение (три в одном), надежность и удобство в эксплуатации в данной ценовой категории встречается только у этой модели.
Устройство, характеристики и свойства
Современный инверторный аппарат средней ценовой категории состоит из корпуса, имеющего опорные ножки для устойчивости, внутри которого смонтированы все его основные узлы, а на передней стенке расположена панель с различными индикаторами (неисправности, готовности к работе), переключателем технологии (вида) сварки и ручкой настройки сварочного тока.
Также спереди расположены разъемы для подключения электродержателя и зажима массы, а сзади выходит сетевой кабель со штекером для включения в сеть.
На задней стенке расположена решетка (вентиляционные прорези) обеспечивающая в паре с вентилятором качественное охлаждение “начинки” инвертора, основу которой составляют следующие элементы:
- Выпрямитель поступающего от питающей сети тока.
- Сам блок инвертора, генерирующий импульсы высокой частоты.
- Трансформатор, отвечающий за повышение тока вместе с понижением напряжения.
- Еще один выпрямитель.
- Рабочий шунт.
- Элементы управления, заключенные в индивидуальный блок с вынесенной наружу индикацией, переключателями и регуляторами.
Внешне сварочный инвертор выглядит, как относительно небольшой металлический коробок с ручкой или ремнем для переноса.
Виды электродов
Общее назначение – создание электрической дуги между заготовкой и электрическим проводником тока. В процессе вырабатывается тепловая и световая энергия. Тепловой поток направлен на расплавление металла и создание соединительного шва.
Электроды объединяются в две большие группы:
- плавкие;
- неплавкие.
Плавкие электроды
Группа включает в себя:
- Электрод для ручной дуговой сварки. Представляет собой металлический стержень с обмазкой защитным слоем флюса (покрытый электрод). Назначение последнего – создание оболочки, предохраняющей расплавленный металл от воздействия окружающей среды (кислорода, воды и т.п.). Сердечник необходим для образования расплава, заполняющего промежуток между заготовками. Режим применения – MMA. Ходовые размеры Ø 2–5мм. Материал стержня:
- сталь;
- чугун;
- алюминий;
- медь;
- бронза и другие
- Сварочная проволока. Поставляется в бухтах или бобинах. Применяется для работ в режиме MIG/MAG (полуавтоматическая сварка). Размер сплошного изделия Ø 0.5–4.0мм. Используется для соединения большинства металлов (сталь, цветные металлы и сплавы). Подразделяется:
- монолитная (единый пруток сплошного металла);
- порошковая (трубчатое изделие, заполненное изнутри флюсом).
Неплавкие электроды
Применяются в режимах MMA и TIG. Подразделяются:
- неметаллические (графитный, угольный);
- металлические (вольфрамовый, торированный, лантанированный, итрированный).
Способ соединения заготовок:
- Посредством образования сварочной ванны из металла деталей с последующим формированием шва.
- Применением присадочной проволоки из требуемого металла.
Электроды и сварочная проволока производятся в соответствии с требованиями ГОСТ.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав — это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй — к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом — для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки — рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.