Содержание:
- Глубокое сверление
- Смазка области, которую нужно просверлить
- Рассверловка — отверстие
- Способы сверловки чугунных труб
- Делаем отверстие в металле без сверла
- Подготовительный этап и необходимые инструменты
- Оборудование и приспособления для сверления
- Разметка
- Как сверлить шуруповертом?
- Сверление
- Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
- Сверление по кондуктору
- Как сделать отверстие в металле без дрели
Глубокое сверление
Глубокое сверление применяется, главным образом, при обработке шпинделей металлообрабатывающих станков для. сверления центрального сквозного отверстия, концентричного по отношению наружной поверхности и предназначенного для, облегчения веса конструкции, контроля внутренней части шпинделя от возможных раковин и других дефектов и для выполнения работ из прутка на револьверных «ганках и автоматах, в которых отверстие служит для пропуска шлифованной штанги, приводящей в движение цангу с прутком.
В револьверных станках и автоматах это отверстие выполняется более тщательно, чем в токарных станках.
Глубокое сверление производится или на токарных станках (короткие отверстия), или на станках типа 2953 и 268, специально предназначенных для глубокого сверления (фиг. 105).
Фиг. 105. Станок для глубокого сверления.
Станок типа 2953 двухшпиндельный, предназначен для сверления отверстий диаметром от 20 до 40 мм, длиной до 1000 мм; число оборотов шпинделя от 335 до 9350 в 1 мин.; мощность мотора — 15,6 Квт.
Станок типа 268 может производить сверление на глубину 2600 мм 1: до 3700 мм.
Числа оборотов шпинделя от 15 до 172,
Мощность трёх моторов 11,6 Квт.
Преимущества специальных станков:
1) осуществление механической подачи сверла, закрепляемого в задней бабке;
2) подвод охлаждающей жидкости к режущей кромке с давлением 5—6 aтм и более, что обеспечивает удаление стружки из глубокого отверстия.
Применяемый для глубокого сверления инструмент — сверло ( фиг. 106) — состоит из штанги 2 длиной L — 1,5—2 м (в зависимости от длины шпинделя), имеющей две канавки для отвода стружки и две канавки для трубок, подводящих охлаждение.
Фиг. 106. Сверло для глубокого сверления.
На конце штанги закрепляется клином с винтами специальная режущая пластина из быстрорежущей стали, имеющая на режущей грани канавки для разламывания и размельчения стружки; эти канавки облегчают удаление стружки охлаждающей жидкостью.
Такие свёрла применяются для диаметров от 28 до 145 мм.
Для меньшего увода оси отверстия рекомендуется сверлить шпиндели с двух сторон. Обычно применяются следующие режимы: скорость резания 18 — 22 м/мин, подача 0,12 — 0,20 мм/об шпинделя.
Для изготовления небольших отверстий можно применять токарные и револьверные станки со спиральными свёрлами, по с подводом охлаждения (фиг. 107);
Фиг. 107. Спиральное сверло с охлаждением.
однако работать спиральным сверлом при глубоких отверстиях трудно, так как его приходится часто извлекать для удаления застрявшей стружки и, кроме того, оно недостаточно прочно и не обеспечивает соблюдения направления отверстия.
Вместо спиральных свёрл лучше применять пушечные свёрла (фиг. 108), которые не имеют центральной перемычки, что облегчает резание. Вершина сверла смещена на 1/4 диаметра, благодаря чему образуется конус, направляющий сверло.
Сверлению пушечным сверлом предшествует предварительное засверливание на некоторую глубину спиральным или перовым сверлом, что должно быть выполнено как можно тщательнее во избежание увода сверла в сторону.
Режимы резания при работе пушечными свёрлами:
скорость 30 — 40 м/мин, подачи 0,01—0,02 мм/об; при таком режиме получается мелкая стружка, которая легко удаляется охлаждающей жидкостью.
Существенный недостаток пушечных свёрл — это малая производительность.
Фиг. 108. Пушечное сверло.
Смазка области, которую нужно просверлить
Чтобы успешно, за короткий промежуток времени просверлить любой материал, сделанный из металла (нержавейка, сталь, чугун), рекомендуется применять специальные смазки. Область, в которой будет проводиться сверление, перед выполнением работ, обрабатывается смазкой. Благодаря этому используемое сверло лучше скользит и не нагревается сильно. Например, для обработки нержавейки можно самостоятельно сделать специальную смазку из машинного масла и коллоидной серы. Для этого нужно взять куски серы, измельчить их и смешать с маслом. При этом во время обработки материала, смазка в область сверления должна подаваться на постоянной основе.
Существует много разнообразных способов использования тонких сверл для проделывания больших отверстий в прочных материалах большой толщины. Во время их применения, рекомендуется выставлять небольшие обороты на электродрели. Также во время использования электроинструмента, при проведении подобных работ, следует соблюдать технику безопасности. Необходимо пользоваться защитными очками либо маской, а также одевать перчатки, чтобы избежать случайного травмирования.
Рассверловка — отверстие
|
Ремонт шпильки крепления деталей гидравлической части насоса. 7 -двое. 2-шпилька. 5 — втулка. 4 — шайба стосореы. 5-гайка. |
Рассверловка отверстий, нарезание резьбы, изготовление шпилек и штифтов проводятся в соответствии с требованиями документации на насос. В целях исключения самопроизвольного отвинчивания шпилек при эксплуатации насосов первых поколений ( ЦВН-7) в зоне установки гаек на резьбовой поверхности выполняют два продольных паза ( рис. 5.49) и изготовляют специальную стопорную шайбу. Стопорная шайба позволяет законтрить шпильку и гайку от проворота относительно покрывного диска.
Рассверловку отверстия производят нормально спиральными сверлами, а в тех случаях, когда запас на рассверловку очень мал и сверло заедает, применяют конические котельные развертки ( рейберы) с круто расположенными спиральными режущими кромками.
Перед рассверловкой отверстий они должны быть проверены калибром диаметром на 3 мм меньше, чем диаметр заклепки или монтажного болта. Если 50 % отверстий не пропускает такой калибр, следует проверить возможность перехода на больший диаметр заклепки или болта. В случае невозможности перехода стыковая накладка бракуется.
Сверловку и рассверловку отверстий производят сверлильными станками, ручными пневматическими или электрическими сверлильными машинами и в исключительных случаях-трещотками.
Сверловку и рассверловку отверстий производят сверлильными станками, ручными пневматическими или электрическими сверлильными машинами и в исключительных случаях — трещотками.
Трещины удаляются рассверловкой отверстий. Разрешается выборка трещин шлифовальным кругом. Огневая выборка дефектов не допускается. При выборке трещин следует избегать резких переходов — концентраторов напряжений. Полнота удаления трещин проверяется магнитопорошковой дефектоскопией или травлением места выборки 10 — 20 % — ным раствором азотной кислоты.
|
Универсальный калибр для эмалирования прямоугольной проволоки. |
После этого производится рассверловка отверстий. Полученное отверстие подвергается дополнительной шлифовке с помощью стальной ( швейной) иглы, обильно смазываемой пастой.
 |
Фаска предохраняет резьбу от забивания и уменьшает возможность выпучивания.| Глухое резьбовое отверстие. Начало полного профиля резьбы смещено от дна отверстия на 1г ( длину приемного конуса метчика.| Резьбовая втулка в пластмассовой детали. Глубина ввертывания винта или шпильки берется меньше длины втулки из-за возможного затекания пластмассы в резьбовое отверстие при прессовании.| Глухое резьбовое отверстие выполнено в относительно тонкой детали. Нецелесообразно, так как нарезание глухих резьбовых отверстий требует больше времени и поэтому должны применяться только при относительно большой толщине детали или при необходимости герметичности. |
На рис. 8 рассверловка отверстия позволяет вести сквозную нарезку.
Прежде чем приступить к рассверловке отверстий в смонтированном стыке, необходимо осмотреть стык, затянуть все болты, чтобы было плотное прилегание соединяемых тел, и установить получающуюся черноту дыр.
В качестве режущего инструмента при рассверловке отверстий следует применять развертки или райбера, а не сверла. Рассверливание отверстий развертками дает более правильную форму отверстия, развертки значительно меньше ломаются и дольше служат.
Обнаруженные в эксплуатации трещины удаляют рассверловкой отверстий. Разрешается выборка трещин шлифовальным кругом.
|
Изменение интегральной скорости VI в зависимости от степени крутки в горелках. |
Способы сверловки чугунных труб
При монтаже канализации или водопровода применяют трубы из чугуна. Для создания соединений переходов и врезок необходимо изготовить отверстия. Обработку выполняют следующими способами:
- промышленным оборудованием;
- электрическими дрелями;
- при помощи приспособлений с ручным приводом.
Как просверлить чугунную трубу
На скорость обработки могут влиять технические характеристики металла. Некоторые виды сплава сверлят при больших скоростях, а также не нужно применять смазочные и охлаждающие материалы.
Различные заготовки подвергаются различным способам обработки. Для материалов с высокой прочностью применяют сверла по металлу с углом заточки режущей поверхности 116°. Если у мастера нет в наличии инструмента нужного диаметра, можно использовать набор из разных размеров. Работу начинают с малого сверла, затем увеличивают диаметр инструмента, таким образом добиваются нужного.
При обработке происходит нагрев сверла, для предотвращения дефектов инструмента необходимо применять воду для снижения температуры. Количество оборотов постепенно увеличивают, на приспособление запрещается применять повышенные усилия.
В условиях частной мастерской используются сверла с накладками из победита. При этом рекомендуется сохранять вертикальное положение и малые обороты шпинделя. В процессе обработки контролируют температуру заготовки и сверла. Не допускается изменение цвета материала в результате резких перепадов температуры.
Для промышленной обработки используют станки с высокой номинальной мощностью, а также высокими скоростями вращения. В процессе сверления на заготовку и инструмент подается смазывающие и охлаждающие жидкости. При этом сохраняется нормальная температура зоны обработки.
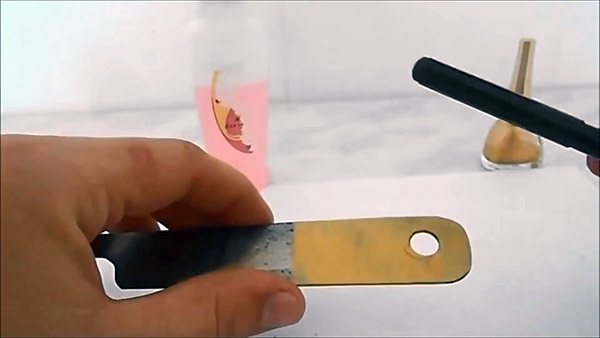
Делаем отверстие в металле без сверла
Наносим на вату жидкость для снятия лака и обезжириваем поверхность нашей заготовки.

Наносим лак на нужный участок. Лак надо наносить густым слоем с обеих сторон. Не забывая тщательно промазывать торцы. Оставляем заготовку на 10-15 минут, чтобы лак высох.
На высохшей поверхности маркером с обеих сторон заготовки отмечаю место под отверстие. Место выбираю произвольно, сейчас нужно показать, как этим способом можно сделать отверстие. К примеру, требуется поставить обычную заводскую заклепку. Диаметр отверстия должен быть чуть меньше размера заклепки.
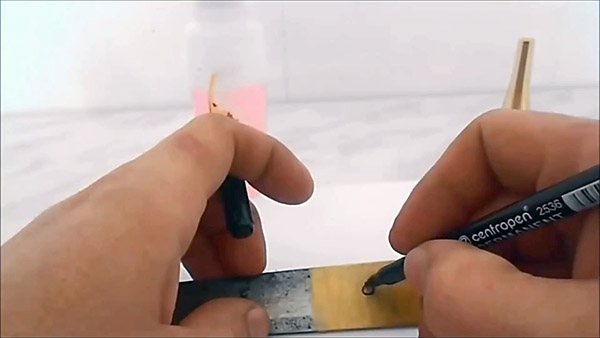
Затем ножом удалить лак внутри контура отверстия. Сделать это с двух сторон.
В емкость наливаю воду и добавляю 3 столовых ложки соли. Высота воды в емкости должна быть на 10 мм меньше высоты участка заготовки покрытого лаком.

Беру приспособление, сделанное из зарядного устройства машинки для стрижки волос и двух гвоздей. Гвозди будут выполнять функцию электродов – я их подключил к одному контакту. Другой контакт представляет собой просто оголенный зачищенный провод. Я использую зарядное устройство 12 В, но с такой задачей справится обычный зарядник от мобильного телефона.
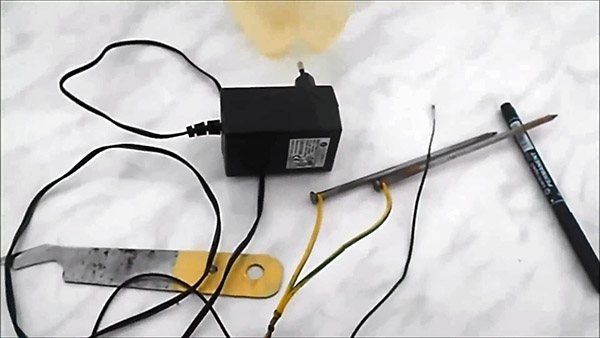
Зачищенный провод должен быть плюсом, электроды – минусом. Плюсовой провод с помощью бельевой прищепки крепим к нашей заготовке. Затем опускаем в воду гвозди.
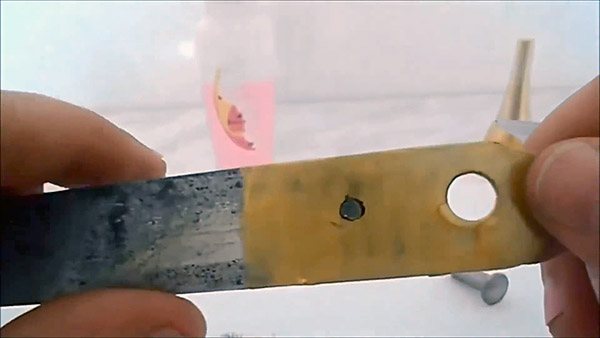
Можно в емкости сделать прорези, чтобы зафиксировать положение гвоздей. Включая зарядное устройство в розетку. После включения вода вокруг гвоздей-электродов начинает пузыриться, а очищенная метка под отверстие становится черной.

Примечание: чтобы проверить полярность проводов надо подключить зарядное устройство. Если начинает пузыриться вода вокруг гвоздей, значит это минус и вы соединили правильно. Появление пузырьков в воде вокруг заготовки говорит, что минус подключен к ней и надо перекинуть провода. Минус всегда должен быть подключен к электродам, плюс – к обрабатываемой травлением заготовке! Оставляем емкость на один час, через 30 минут после начала процесса надо сменить воду. Отключаю зарядное устройство и вытаскиваю заготовку.

В намеченном месте образовалось сквозное отверстие. Для того, чтобы сделать диаметр отверстия больше, процесс можно продолжить. Или подпилить неровные края надфилем. Вот так травлением быстрорежущей стали с помощью самых обычных предметов можно в заготовке сделать нужное отверстие.

Подготовительный этап и необходимые инструменты
Непосредственно перед началом работы необходимо подготовить поверхность заготовки, на которой будет изготавливаться отверстие. При этом с детали удаляются заусенцы в данном случае используют наждачную бумагу, а также маслянистые и жирные пятна. В результате мастер добьется нормального отведения тепла с места сверления.
При резком охлаждении нагретых участков происходит отбеливание металла, такое явление происходит в результате структурного строения материала. Отбеленная область характеризуется низкой прочностью, а также хрупкостью. Механические нагрузки могут привести к дефектам металлической заготовки.
На крупных промышленных предприятиях для охлаждения заготовки и инструмента применяются эмульсии. В составе они содержат сульфированные и хлорированные масла, в некоторых случаях применяют керосиновый раствор. Благодаря данной жидкости удается избежать изменения в структуре металла. Для станков одним из условия считается плавное изменение частоты вращения шпинделя, а также плавность опускания сверла в заготовку.
В условиях частной мастерской применяют электрические дрели с возможностью регулировки вращения. Приводные двигатели необходимо подбирать высокой мощности, при этом мастер получит отверстия больших диаметров. Для предотвращения поломки сверла, а также сохранения точности обработки используют механизм крепления заготовки и станка.
Инструмент для сверления
Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.
По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
Разметка
Прочность и качество сборки, выполняемой посредством конфирматов, в значительной мере находятся в зависимости от правильно выполненной разметки будущих отверстий под винты. Как правило, наносят 2 вида разметки на детали, что будут ложиться на торцевую поверхность другой детали мебельной конструкции:
- глубина сверления (5–10 см);
- центр будущего отверстия, когда толщина стыкуемого элемента равняется 16 мм, должен располагаться на расстоянии 8 мм от кромки древесно-стружечной плиты.
На стыкуемой детали точки сверления необходимо разметить на его торцевой части, располагая их точно в центре мебельной плиты.
Чтобы осуществить разметку участков сверления по максимуму точно, можно прибегнуть к довольно простому способу: в накладываемом элементе после проведенной разметки проделывают (на всю толщину детали) отверстие, сквозь которое, приставив первый элемент ко второму элементу, крутящимся сверлом обозначают местоположение 2 отверстия под евростяжку.
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов
Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость
Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Сверление
Главное движение резания при сверлении — вращательное, оно выполняется заготовкой; движение подачи — поступательное, выполняется инструментом. Перед началом работы проверяют совмещение вершин переднего и заднего центров токарного станка. Заготовку устанавливают в патрон и проверяют, чтобы ее биение (эксцентричность) относительно оси вращения не превышало припуска, снимаемого при наружном обтачивании. Проверяют биение торца заготовки, при котором будет обрабатываться отверстие, и выверяют заготовки по торцу. Перпендикулярность торца заготовки к оси ее вращения можно обеспечить подрезкой торца. При этом в центре заготовки можно выполнить углубление для обеспечения нужного направления сверла и предотвращения его увода и поломки. Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки, а если размеры конусов не совпадают, то используют переходные втулки.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны, которые устанавливают в пиноли задней бабки.
Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки. Перед началом сверления заготовку приводят во вращение включением шпинделя.
Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают заготовку и проверяют точность расположения отверстия. Для того чтобы сверло не сместилось, предварительно производят центрование заготовки коротким спиральным сверлом большого диаметра или специальным центровочным сверлом с углом при вершине 90°. Благодаря этому в начале сверления поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси вращения заготовки. Для замены сверла маховик задней бабки поворачивают до тех пор, пока пиноль не займет в корпусе бабки крайнее правое положение, в результате чего сверло выталкивается винтом из пиноли. Затем в пиноль устанавливают нужное сверло.
При сверлении отверстия, глубина которого больше его диаметра, сверло (также как при работе на сверлильных станках), периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
При ручном управлении станком трудно обеспечить постоянную скорость движения подачи. Для стабилизации скорости подачи используют различные устройства. Для механической подачи сверла его закрепляют в резцедержателе. Сверло 1 с цилиндрическим хвостовиком (рис. 4.29, а) с помощью прокладок 2 и 3 устанавливают в резцедержателе так, чтобы ось сверла совпадала с линией центров. Сверло 1 с коническим хвостовиком (рис. 4.29, б) устанавливают в державке 2, которую крепят в резцедержателе.
После выверки совпадения оси сверла с линией центров суппорт со сверлом вручную подводят к торцу заготовки и обрабатывают пробное отверстие минимальной глубины, а затем включают механическую подачу суппорта. При сверлении напроход перед выходом сверла из заготовки скорость механической подачи значительно уменьшают или отключают подачу и заканчивают обработку вручную.
При сверлении отверстий диаметром 5…30 мм скорость подачи S0 = 0,1 …0,3 мм/об для стальных деталей и S0 = 0,2…0,6 мм/об для чугунных деталей.
Для получения более точных отверстий и для уменьшения увода сверла от оси детали используют рассверливание, т. е. сверление отверстия в несколько приемов. При сверлении отверстий большого диаметра (свыше 30 мм) также прибегают к рассверливанию для уменьшения осевого усилия. Режимы резания при рассверливании отверстий те же, что и при сверлении.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Как сделать отверстие в металле без дрели
Как просверлить бетонную
стену обычной дрелью и перфоратором?
Как просверлить бетонную стену обычной дрелью? — таковой вопрос задавали наверняка мастера, когда приходилось вешать полочки, карнизы не прочее.
Бетон является крепким материалом в связи с этим поддается сверлению очень плохо. Даже как просверлить стенку в панельном доме, задачка кажется нерешаемой.
Хотя, если знать определенные секреты, Таковой процесс для вас существенно упростить.
Если в доме нужно прикрепить багету, но у вас нет отбойной дрели
, то отверстие можносделать с помощью обычн
Глаза боятся. руки делают || Как «просверлить» отверстие в бетоне БЕЗ ПЕРФОРАТОРА
Глаза боятся. руки делают || Как просверлить отверстие в бетоне БЕЗ
ПЕРФОРАТОРА Моя дрель ни одним сверлом
Существуют такие коронки и для дрелей. Но они имеют напыление другого характера — из кабридно-вольфрамового сплава. Пользоваться ими удобно, так как просверлить дрелью дырку
в стене из бетона и одновременно проделать отверстие в кафеле ей вполне под силу. Применяются такие коронки только с мощными дрелями.
Буры — еще одно приспособление, чем просверлить бетонную стену. Диаметр их разнообразен. В подавляющем большинстве случаев при монтаже скрытой электропроводки никак не обойтись без такой грязной и шумной процедуры, как штробление. Опытные мастера советуют совершать подбор, исходя из диаметра дюбелей.
https://youtube.com/watch?v=aR3lk0rCumU






