Содержание:
- Классификация сварочных швов
- Зависимость от типа сварочного шва
- Вертикальный шов полуавтоматом
- Оформление
- Последствия неправильного вычисления сварного катета
- Геометрия
- Что в сварочном соединении обозначает катет
- Как правильно наложить угловой шов
- Зачистка
- Типы сварочных соединений и условные обозначения
- Способы нанесения
- Приварка пластины к трубе горизонтального положения (рис. 78)
- Лобовые угловые швы
- Как на чертежах изображают сварочные швы
- УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Классификация сварочных швов
Имеются многочисленные типы и виды сварных соединений и сварных швов. Это вызвало потребность в их четкой классификации. Она разработана в зависимости от многих факторов. Классификация учитывает технологические особенности швов, их пространственное положение, размеры. Достоинством такого дифференцирования является применение обозначений на каждый тип сварного шва.
Существует много различных позиций, по которым имеется классификация, включающая существующие виды сварки и типы сварных соединений.
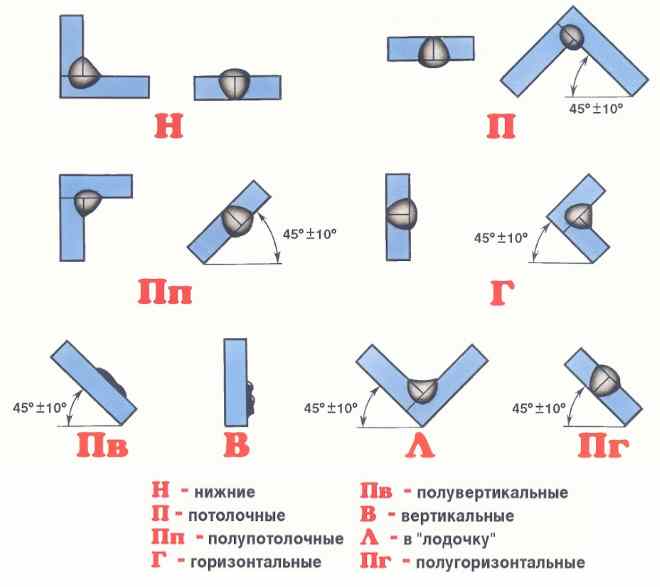
Положение шва в пространстве
Немаловажную роль играет расположение шва в пространстве.
Нижнее положение является самым выигрышным. Шов при этом получается прочным и надежным. При верхнем, который иначе называют потолочном, положении, сварщику приходится принимать неестественную позу. Долго сохранять ее весьма трудно. А ведь одним из условий получения качественного шва является непрерывность процесса.
Для повышения точности следует использовать короткую дугу, а ширину шва делать не превышающей диаметр электрода. Для выполнения потолочного шва требуется не только получение профильного образования, но и приобретение практических навыков при более благоприятных условиях.
При выполнении швов во всех положениях существует проблема стекания вниз расплавленного металла. Нижнее положение при этом является самым выигрышном. Потолочное и нижнее положения относятся к горизонтальным. Стекание металла, являющееся чрезмерным, уменьшают, снизив температуру нагрева. Это можно сделать, увеличив скорость передвижения электрода, или регулярно прерывать дугу, давая возможность остыть металлу.
Вертикальный шов часто встречается в конструкциях, но самым простым вариантом не является. Если шов расположен вертикально, то вниз устремляться будет не сварочная ванна целиком, а только отдельные капельки. Если сварка осуществляется по направлению сверху вниз, то эти капельки начнут быстро застывать, образуя своеобразную преграду. Поэтому вести сварку при вертикальном способе следует снизу вверх. Свариваемые детали при вертикальном положении должны быть надежно зафиксированы.
Протяженность шва
Сварочные швы и соединения разделяются по их протяженности. По этому признаку шов бывает сплошным и прерывистым. При выполнении прерывистого шва в нем предусмотрены определенные интервалы, имеющие постоянный размер. Сварные швы прерывистого характера бывают различными. Они так же, как непрерывные, могут быть односторонними и двусторонними.
Такая градация отражается на обозначении шва в чертежах. При этом вводится такое понятие, как шаг шва.
Форма поверхности
Виды сварных швов разделяются по форме, которая имеет их наружная поверхность.
Каждый вид имеет свои преимущества. Играет роль, какую нагрузку выдерживает сварной шов. Когда предстоят статические нагрузки, то целесообразно применять выпуклый шов. Он имеет несколько слоев, что ведет к дополнительному расходу электродов и удорожанию сварочного процесса.
Если предстоит сварка тонких металлических листов, то лучше применять вогнутую форму. Если сварное изделие при эксплуатации будет подвергаться динамическим нагрузкам, то следует выполнять плоские швы или вогнутой формы. Такой выбор объясняется тем, что не будет большого перепада между поверхностями шва и основного материала.
В зависимости от условий эксплуатации типы сварных швов разделяются на рабочие и нерабочие. Рабочим предстоит выдерживать значительные нагрузки, что заставляет предъявлять к ним повышенные требования. Нерабочие просто осуществляют функцию соединения. Однако, если предполагается их использование при не совсем благоприятных погодных условиях, то необходим тщательный контроль за отсутствием трещин и внутренних пустот.
Когда предстоит сварка тонких металлических листов, то лучше выполнять ее ниточным швом. При наплавочном способе больше подойдет уширенный вариант.
Количество слоев
Виды швов в сварке зависят от количества выполняемых слоев. Однослойные швы выполняются за один проход, а многослойные являются многопроходными. Многослойный вариант используют для соединений, имеющих определенную конфигурацию.
Выполнение многопроходного шва является более сложным. Каждый новый слой следует накладывать быстро, пока не остыл предыдущий. К тому же надо успеть убрать шлак, образовавшийся ранее. На механические характеристики многослойного шва оказывает положительное действие то, что при наложении последующего шва, в предыдущем происходит отжиг.
Зависимость от типа сварочного шва
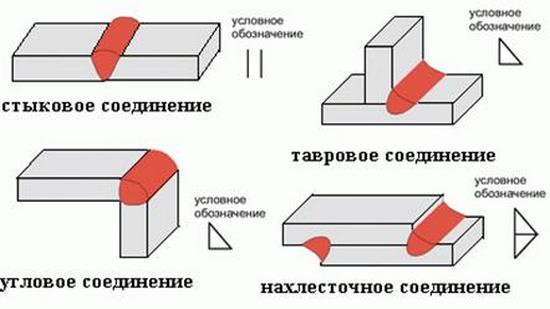
Существует несколько вариантов сцепления металлических элементов в единую конструкцию. По расположению соединяемых деталей различают следующие виды сварных швов:
- Стыковой — наиболее рациональный, т. к. концентрация напряжения в шве при таком методе минимальна. Свариваются торцы деталей, в результате одна часть изделия продолжает другую.
- Угловой — соединяемые элементы располагаются перпендикулярно друг другу. Прочность здесь во многом зависит от верно рассчитанного предельного усилия.
- Тавровый — похож на угловой с той лишь разницей, что детали свариваются торцами. Такая дорожка прочная, экономичная и простая в выполнении.
- Нахлесточный — края сцепляемых деталей несколько находят друг на друга. Такой тип позволяет укрепить соединение и применяется там, где нужно сварить металл толщиной не более 5 мм.
Прежде чем начинать вычисление прочности будущего сцепления, нужно рассчитать площадь его поперечного сечения. Для этого длину сварного соединения умножают на его толщину.
Соединение листов внахлест
Для расчета напряжения среза используют формулу:
где:
- P — нагрузка на шов, Н;
- ’ср — допускаемое напряжение на срез, Па;
- 0,7k — толщина шва в наиболее опасном сечении, см;
- l — длина сварной дорожки, мм.
При соединении внахлест разделка кромок не требуется.
Значение нагрузки P таково:
При расчете учитывают минимальную площадь сечения сварной дорожки в поперечнике. Это связано с тем, что сварочные материалы по прочности могут превышать основной металл.
Угловые конструкции
Такие соединения рассчитываются на основании их поперечного сечения, причем наименьшего, т. е. в наиболее опасном месте дорожки. Показатель устойчивости простого углового шва на изгиб, когда он нагружен лишь моментом M, вычисляется так:
где:
- Wc — момент сопротивления опасного сечения дорожки (шва);
- M — изгибающий момент.
Угловые конструкции рассчитываются на основании их поперечного сечения.
А напряжение простого углового соединения на срез запишется таким образом:
где:
- M — нагружающий момент на срез;
- Fc = 0,7kl — площадь сечения дорожки в опасном месте, мм²;
- P — допустимая нагрузка на дорожку.
При расчете угловых сварных швов на срез применяется общепринятое выражение:
где:
- N — максимальная нагрузка, давящая на линию сцепления;
- с — коэффициент условий рабочей среды, значение указано в стандартизированных таблицах;
- ßf, ßz — постоянные величины, не зависящие от марки металла, ßz = 1, ßf = 0,7;
- Rwf — сопротивление срезу, табличная величина для разных материалов;
- Rwz — сопротивление на линии стыка; стандартные, постоянные табличные величины;
- kf — толщина дорожки, измеряется по линии сплавления;
- Ywf — для стыка материала с сопротивлением 4200 кгс/см² составляет 0,85;
- Ywz — 0,85 для всех марок стали;
- lw — общая длина стыка, уменьшенная на 10 мм.
В определении длины сварочного сцепления на отрыв обязательно учитывают силу, направленную к центру тяжести. При этом площадь сечения выбирают в самом опасном месте дорожки, т. е. наименьшую.
Тавровые швы
Условие прочности сцепления втавр, выполненного встык и работающего на растяжение Р и момент M, выглядит так:
Формула для такого же, но не стыкового, а углового шва:
Тавровые швы могут быть односторонними и двусторонними.
Если тавровое соединение будет нагружено изгибом и крутящим моментом, то применяется уравнение:
Крутящая и изгибающая сила соответственно определяются следующими формулами:
и
Сварка на стыке
Расчет шва встык, который будет работать на сжатие либо на растяжение, выполняется по уравнению:
где:
- l — длина сварочной дорожки, мм;
- P — нагрузка, действующая на стык, Н;
- s — толщина соединяемых деталей, мм;
- ’ р1сж1 — допускаемое для сцепления напряжение на растяжение либо сжатие, Па.
Допустимая действующая нагрузка P составит:
Стыковое сцепление, работающее на изгиб, рассчитывается по формуле:
где:
- М — это изгибающий момент, Н/мм;
- Wc — момент сопротивления расчетного сечения.
Если напряжение шва возникает и от изгиба М, и от сжатия либо растяжения Р, то оно определяется уравнением:
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана
Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны
Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Оформление
Документ оформляется организацией, ведущей монтажные работы. Он составляется на производственно- техническим отделом на основании проектной и рабочей документации, передаваемой монтажникам от заказчика или непосредственно от проектанта, если это предусмотрено договором.
На основании 3D модели объекта, представленной проектантом, техотдел начинает формирование схемы сварных швов.
Одновременно с составлением схемы готовятся и другие сопутствующие документы:
- сводная таблица стыков;
- акты выполнения сварщиками пробных швов и присвоения им личного клейма;
- акты выполнения сварных работ.
Без полного комплекта документов объект не может быть принят в эксплуатацию
Последствия неправильного вычисления сварного катета
Начинающие сварщики довольно часто припускаются ошибок в проведении расчетов, вследствие чего получают неправильные значения размеров катета. В случаях изготовления простых конструкций незначительные отклонения не представляют никакой опасности. Когда же ошибки допущены при создании габаритных несущих конструкций, то последствия могут быть непоправимыми
Поэтому задача первостепенной важности при сварочных работах — с безупречной точность рассчитать параметры стыков и в частности катет сварочного шва (что это такое более детально описано выше)
Любой излишек наплавления по линии соединения понижает прочность, вызывает разбрызгивание расплавленного металла, образование наплывов на поверхности деталей, а также повышает расход электродов и электроэнергии.
Но самой большой проблемой неверно выполненных расчетов является то, что даже при незначительных нагрузках конструкция начнет разрушаться и дальнейшая ее эксплуатация будет невозможной.
Геометрия
При проведении сварочных работ на производстве, параметры и прочность будущего соединения рассчитывается предварительно при помощи специальных формул. Во время сварки в домашних условиях пользуются шаблонами, а минимальный размер шва зависит от толщины металлических заготовок. В этом разделе будут представлены различные виды сварочных соединений, в зависимости от расположения в пространстве.
Пространственное положение
Сварочные швы подразделяются на четыре вида:
- Нижнее расположение.
- Горизонтальные швы, например, на стене.
- Вертикальные соединения.
- Потолочное положение.
Первый вариант наиболее удобный, т. к. легко контролировать сварочную ванну, именно этот метод выбран для обучения новичков. Другие виды связаны с определёнными техническими нюансами и специфическими требованиями по исполнению.
По очертанию
Сварные соединения или швы подразделяются на следующие виды:
- фланговый или продольный, при этом требуются тщательная предварительная подготовка — зачистка заусенцев, сглаживание неровностей кромок и обезжиривание поверхности;
- лобовой или поперечный шов — усилие направлено по оси;
- комбинированные соединения;
- косой шов — ось направлена под углом к направлению сварки.
Кроме, обозначенных сварочных соединений часто встречаются кольцевые швы, когда сварка производится по окружности изделия с высокой точностью и предельной аккуратностью.
Наклон электрода
Плавящийся стержень с обмазкой ведут под разными углами, т. к. выбор наклона зависит от вида материала, пространственного расположения заготовок и толщины.
Углом вперёд
Электрод располагается под углом 30—60, при этом обмазка при плавлении образует защитный шлак и защищает сварочную ванну от окисления.
Под прямым углом
Постоянно держать в одном положении электрод довольно трудно, поэтому такой метод требует определенных навыков от исполнителя. Применяется в труднодоступных местах, исключающих другой тип наклона.
Углом назад
Аналогично первому варианту, только наклон осуществляется в противоположную сторону, расплавленный шлак вытесняется из места проведения сварки и остывает вне сварочной ванны.
Для каждой категории электродов подбирается угол, который обеспечивает оптимальный режим сварки, а шлак должен сразу накрывать расплавленный метал шва, обеспечивая безопасное остывание.
Траектория движения
В зависимости от наполнения существует несколько способов ведения шовной сварки:
- В виде треугольника — надёжно проваривается корень шва. Используется для металлов толщиной более 6 мм, при этом происходит полный разогрев средней части соединения.
- Ломаная линия или зигзаг — для сварки изделий толщиной менее 6 мм, высокое качество достигается при соединении встык и нижнем пространственном положении.
- Движения в виде эллипса или овала — обеспечивают надёжный разогрев обеих поверхностей деталей.
Важно и точное движение сердечника, влияющее на разогревание стыка и полное заполнения шва. Таких движений существует также три варианта:
- поступательный вид, направление по оси сердечника, дуга при этом поддерживается постоянного размера, а скорость — оптимальная для сварки конструкций;
- электрод двигается по прямой линии вдоль оси шва, сварщику удобно контролировать время расплавления металлов и обеспечить нужный катет шовного соединения;
- поперёк шва под углом в 45 делаются колебательные движения, такой способ обеспечивает надёжность разогревания кромок заготовок.
Главное, нельзя чтобы расплавленный шлак опережал электрод, но и большое количество его за стержнем недопустимо.
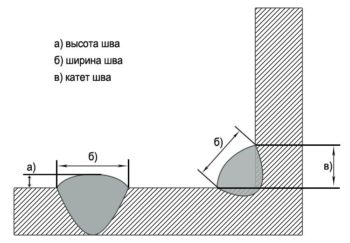
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Зачистка
А на Ваших сварных швах часто бывают дефекты?
Никогда!Редко, но бывают
После выполнения сварки рекомендуется зачистить шов.
Этот процесс выполняется в 3 этапа:
- Чистка зоны, ближайшей к шву – часто сюда попадают капли металла. Их отбивают при помощи молотка или зубила.
- Полировка шва – чтобы шов не бросался в глаза, его полируют при помощи шлифмашинки.
- Лужение шва – этот этап нужен, если варились мягкие металлы. На шов наносят тонкий слой расплавленного олова.
Перед тем как проводить зачистку, нужно проверить шов на наличие следующих дефектов:
- Трещины на шве.
- Лунки, которые образуются от искрения.
- Окалина от электродов.
- Непроваренные участки.
Всех этих погрешностей легко избежать, если соблюдать технологию сварки, использовать качественные и чистые электроды, и контролировать состояние шва в процессе работы.
Таким образом, существует множество видов сварочных швов. Каждый из них применяется в зависимости от сварочного соединения, положения в пространстве, и других факторов. Ключевое при выборе вида шва – его целесообразность и оправданность будущей конструкцией.
- Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов
- Инверторные сварочные аппараты: разновидности, рейтинг моделей, их плюсы и минусы, как выбрать оптимальный, советы по использованию и обслуживанию
- Как пользоваться холодной сваркой: инструкция и советы, разновидности, руководство по использованию
Типы сварочных соединений и условные обозначения
Для качественного соединения отдельных элементов при создании металлоконструкций необходимо иметь подробное описание каждого стыка. Для этого выполняется состоящая из чертежей конструкторская документация, в которой все условные обозначения сварных швов должны соответствовать ГОСТам.
В зависимости от способов стыковки свариваемых друг с другом элементов различают несколько видов соединений. Наименования, особенности и обозначение сварочных швов на чертежах можно посмотреть в таблице ниже.
| Типы швов | Характеристики | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтобы стыки получались ровными и прочными необходимо перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол между которыми должен составлять более 30° | У |
| Торцевой | Соединяются торцы элементов таким образом, чтобы между собой соприкасались боковые поверхности | С |
| Нахлесточный | Одна на другую накладываются плоскости элементов. Используются в случаях, когда точность подгонки не является критичной | Н |
| Тавровый | К поверхности конструкции под углом или вертикально приваривается торец детали | Т |
Существуют также не предусмотренные ГОСТом особые виды швов, которые на схемах обозначаются символом «О».
Способы нанесения
К методам нанесения относятся:
Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону
Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
Вертикальный тип
Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.
Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Приварка пластины к трубе горизонтального положения (рис. 78)
Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
I — потолочное
II — вертикальное
III — нижнее
Сварка каждого участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой — на подъем, сварку производить «углом вперед» до положения (зоны) III. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик — между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом — как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы поддерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности. В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10-20 мм другого участка, сохраняя размер (катет) валика на трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пластиной, закончив в зените или на 5-10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранения формы и размера шва на вертикальной плоскости (пластине), приходите выполнять, манипулируя электродом как бы в вертикальном положении, только со смещением вправо и заходом вперед по первому валику, поддерживая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать вторым валиком заданный катет. После заварки второго участка по той же технике сварки, проложить дополнительный валик на пластину (пятый в нижнем положении), если необходимо набрать определенный катет шва.
Рекомендуется дополнительный валик, пятый, выполнить электродом 3 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
Лобовые угловые швы
Находятся
в более сложном напряженном состоянии,
чем фланговые. Усилие круто перетекает
через шов с одного соединяемого элемента
на другой, линии силового потока резко
искривляются, и поэтому в шве одновременно
возникают напряжения от осевой силы,
изгиба и среза. Швы разрушаются также
по поверхности, проходящей примерно по
биссектрисе шва. Из-за сложности
напряженного состояния лобовые швы
рассчитывают условно на срез по
минимальной площади среза швов. Полученные
напряжения сравнивают с расчетным
сопротивлением углового шва, которое
для угловых швов одинаково при всех
видах силовых воздействий. Таким образом,
расчетная формула проверки напряжений
в лобовых угловых швах та же, что и для
фланговых швов.
При
действии изгибающего момента на
прямоугольный элемент, прикрепленный
угловыми швами, напряжения в швах
определяют так же, как условные напряжения
по поверхности среза.
где
– расчетная длина одного шва.
Если
элемент имеет непрямоугольное сечение,
то момент сопротивления шва Wfв
формуле определяют по очертанию
соединяющего шва.
При
действии сдвигающей силы на элемент,
прикрепленный угловыми швами, напряжения
на поверхности среза считаются
распределенными равномерно, и формула
проверки напряжений имеет вид:
где
—
суммарная расчетная длина сварных швов
в соединении.
При
совместном действии нескольких усилий
в сварном соединении с угловыми швами
напряжения в швах от отдельных усилии
вычисляют по вышеприведенным формулам,
после чего определяют результирующие
напряжения. При этом если срезывающие
напряжения в одном и том же сечении
углового шва имеют одно направление,
то их складывают арифметически; если
напряжения взаимно перпендикулярны,
то определяют равнодействующую этих
напряжений.
Например,
при действии на элемент одновременно
изгибающего момента и сдвигающей силы
результирующие напряжения будут:
Это
обстоятельство не надо путать с
приведенными напряжениями в стыковых
швах.
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные — для наружных видимых стыков;
- штриховые (пунктирные) — для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.
В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый — под ней.
Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.
По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую — при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
Таблица стыковых соединений
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонние соединения с применением прокладки |
Таблица сварных швов углового типа
| Характер шва | Скос отсутствует |
| Односторонний | |
| Двусторонний | |
| Выполненный впритык односторонний | |
| Выполненный впритык двусторонний |
Таблица выполненных внахлестку стыков
| Характер стыкового соединения | Без скоса |
| Как выглядит двусторонний стык | |
| Обозначение прерывистого сварного шва |
Согласно общеустановленных международных стандартов швы также различаются между собой в отношении пространственного положения:
- вертикальные и горизонтальные;
- сваренные в нижнем положении и потолочные.
Учитывая положение стыка существуют также разные способы снятия кромок. Если тщательно зачистить и подготовить кромки перед сварочным процессом, то соединительный стык будет обладать рядом преимуществ:
- экономичность. Количество используемого для наплавления металла сводится к минимуму;
- эффективность. Намного быстрее выполняется сваривание за один проход;
- прочность. В полученном сварном соединении прочностные характеристики нисколько не уступают показателям прочности, которыми обладает основной металл.
Чтобы получить в процессе сварки результат с исключительным качеством, то обязательно нужно указывать в технической документации тип сварочного стыка и вид снимаемой кромки.
УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы… по…») или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
Черт.11
Черт.11
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов.