Содержание:
- Как приобрести «правильное» оборудование
- Дефекты сварных швов
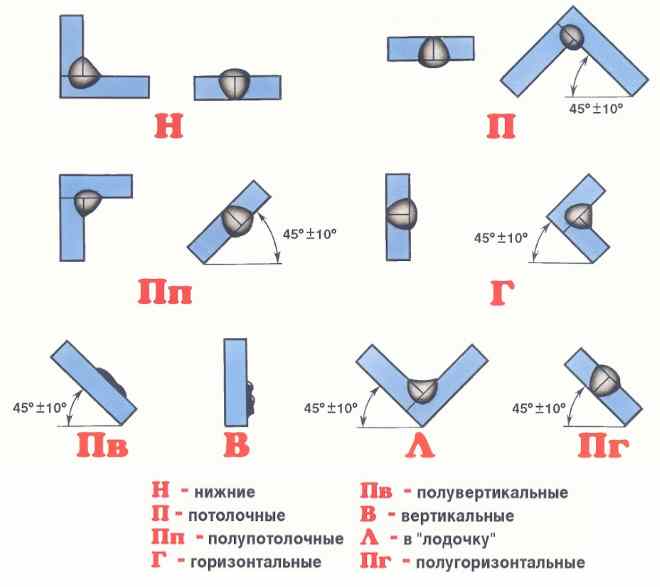
- Сварка в потолочном положении
- Правила выполнения сварочных потолочных соединений
- Технология сварки вертикальных швов
- Способы сварки угловых соединений
- Крепим современную лепнину
- Первым делом, первым делом перегородки, а затем уж, потолок
- Технология вертикальной сварки
- Инструкция для начинающих
- Принципы сварки горизонтального шва
- Рекомендации для сварщиков
- Советы
- Азы электросварки
Как приобрести «правильное» оборудование
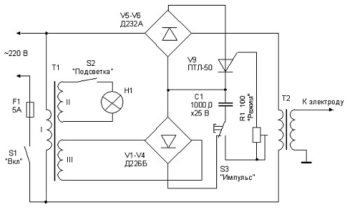
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений
По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.. Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
https://youtube.com/watch?v=0-WoYkM3wRc
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.

- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
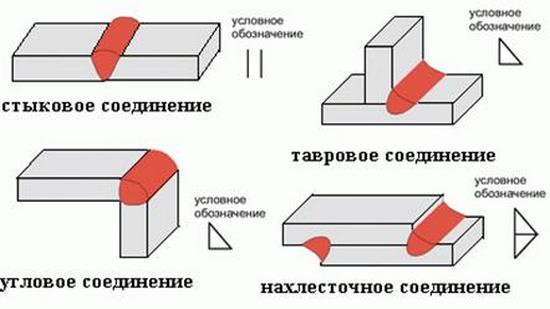
Способы сварки угловых соединений
Угловые швы при сварке чреваты множеством дефектов, поэтому необходимо помнить о причинах их возникновения и предупреждать это. Разработаны несколько методов, которыми удается соединять металлические детали под определенным углом. Каждый сварщик может пользоваться ими в зависимости от ситуации или для выявления наиболее качественного результата в своем случае.
«Лодочкой»
Сварочный шов этим методом применим в случае небольших конструкций, незакрепленных к полу, которые можно переворачивать. Это наиболее приемлемый вариант для начинающих сварщиков. Изделие ставится в форму V, что напоминает лодку, и от этого происходит название метода.
Электрод держится вертикально с легким наклоном на себя. Сварка ведется без колебательных движений, с целью заполнить корень. После отбития шлака выполняется следующий проход, в зависимости от толщины металла. Последующие швы могут иметь поперечные манипуляции концом электрода для придания нужной ширины. Этот метод позволяет накладывать присадочный металл равномерно на обе стороны и избегать подрезов с непроварами.
В нижнем положении
Крупные конструкции, которые невозможно наклонить для положения «лодочки», свариваются в нижнем положении. Чтобы качественно заполнить корень шва, электрод ставится под 45 градусов относительно полок и наклоняется вправо или влево. и ведется шов.
Во время первого прохода нет необходимости в поперечных движениях электродом
Но важно регулярно делать продольные рывки концом, чтобы отогнать жидкий шлак, иначе он затечет наперед и полностью закроет видимость сварочной ванны. Если корневой шов был выполнен правильно, то последующие слои можно накладывать движением полумесяцем
Важно создавать небольшие задержка электрода на боковой части и двигаться без промедлений на нижней стороне.
Сваривание угловых швов будет получаться при соблюдении вышеприведенных советов. Оптимальная сила тока для толщины металла в 4-6 мм составляет 250 — 300 А. . Регулярная практика поможет освоить этот непростой вид соединений и стать более хорошим сварщиком.
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Крепим современную лепнину
Давайте остановимся на креплении галтели из полиуретана, так как это самый доступный и распространенный на сегодняшний день материал. Сначала рассчитаем материалы, и подготовим инструмент. Считаем длину всех стен комнаты и делим на длину одной планки. Число, полученное в результате расчета, округляем до целого в большую сторону. Рекомендуется купить галтели с небольшим запасом. В качестве крепежа отлично подойдет клей «жидкие гвозди» или акриловый герметик. Кстати, акриловый герметик понадобится и для заполнения швов между плинтусом, стеной и потолком.

Акриловый герметик
Необходимый инструмент:
- Дисковая пила для запиливания углов. Хотя, вполне подойдет и обыкновенная ножовка по металлу.
- Шаблон, он же стусло для запиливания угла в 30,45 градусов.
- Строительный нож.

Заделываем потолковые щели
Удобнее всего начать установку планок с внутренних углов, продвигаясь по прямым участкам. Далее устанавливаем плинтус в стусло. Гладкой поверхностью прижимаем к боковой стенке и запиливаем под углом в 45 градусов для прямых углов. Если угол сопряжения стен отличается – угол запиливания определяетя экспериментально
Внимание! Для одного угла или откоса планки должны быть запилены зеркально. После того, как лепнина готова, начинаем приклеивать. Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине
Продолжаем клеить планки встык
Для этого наносим клей на боковые поверхности галтели и аккуратно прижимаем от угла по всей длине. Продолжаем клеить планки встык.

Продолжаем клеить планки встык
После того как все планки приклеены, заделываем швы между потолком, плинтусом и стеной тонким слоем акрилового герметика. Излишки убираем салфеткой или «универсальным инструментом» т.е. пальцем. Лепнина преобразила ваш потолок!

Лепнина преобразила ваш потолок
Если вам по-прежнему трудно определиться с выбором лепнины, рассчитать ее количество или подобрать цвет потолка и стен, не расстраивайтесь. На многих сайтах производителей есть бесплатные онлайн-сервисы для подбора материалов, расчета их количества, а также подбора цвета потолка и стен. Работает все это очень просто. Вы заходите в онлайн сервис. Указываете размеры своего помещения, делаете подбор цвета, если необходимо, и определяете количество декоративных элементов. Смелее творите, экспериментируйте с цветами и материалами, и ваше жилище наполнится красотой и уютом!
Первым делом, первым делом перегородки, а затем уж, потолок
Впервые с вопросом сопряжения потолка строитель сталкивается еще на этапе возведения перегородок. Верхний узел примыкания вызывает у многих стресс. В случае с блочной стеной обычно сначала намазать верхнее ребро блока или кирпича клеем, а потом «вдавливают» между стеной и потолком. В результате клей или раствор частично остается на блоке, частично выдавливается. Образуется щель, которую нужно умудриться зашпаклевать. И даже если шпатлевка прошла успешно, все равно может появиться щель. Лучшим, на мой взгляд, является использование монтажной пены. Воспользоваться ей можно, когда перегородка набрала необходимую прочность.

Использование монтажной пены для заделки щелей
Сначала в верхний шов вставляем пистолет с баллоном пены и аккуратно проходим с внешней и наружной сторон перегородки. После высыхания пены излишки удаляем обычным строительным ножом. Готово! В результате получается высокотехнологичный прочный узел примыкания. Такое сопряжение отлично компенсирует движение потолка и стен и обеспечивает отличную звукоизоляцию помещению. В случае с гипсокартонными перегородками щель пытаются заделать шпатлевкой. Попробуйте при монтаже листов гипсокартона сначала оставить вверху зазор не больше 5 миллиметров. А затем заделайте шов акриловым герметиком. Герметик так же, как и пена компенсирует мелкие деформации.
Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Для исключения образования подтеков электрод ведут, двигаясь в разные стороны.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока — средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.
Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ — сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.
Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.