Содержание:
- Необходимые инструменты
- Этапы работы
- Как управлять самодельным сварочным аппаратом
- Создание корпуса
- Выбор деталей
- Инвертор из блока питания компьютера
- Особенности изготовления
- Аппарат на постоянном токе
- Работа с трансформатором
- Обеспечение удобства и безопасности работы
- Аппарат для контактной сварки из микроволновки
- Выбор электродов
- Создание рабочей части
- Органы управления самодельной точечной сваркой
- Схема споттера на базе сварочного аппарата
- Сварочник из электромотора
- Для изготовления самодельного, сварочного аппарата, потребуется следующее:
Необходимые инструменты
Для создания сварочного оборудования потребуются следующие приспособления и материалы:
- доработанный трансформатор от микроволновки;
- аккумуляторы;
- медные провода увеличенного сечения и жгут кабелей небольшого диаметра;
- прижимные рычаги;
- подставка для размещения сварочного оборудования;
- струбцины или тиски;
- набор отверток;
- обмоточный материал;
- медные электроды, с помощью которых будут соединяться металлические детали;
- кнопка.
Какие электроды выбрать
Для выполнения точечной сварки используют плавкие элементы, которые можно сделать своими руками. Для этого потребуются медные прутья или жало паяльника. Сварочную проволоку подключают к кабелю аппарата через медный наконечник. Последний имеет ограниченный диаметр, не всегда позволяющий пропустить провод. Смазывание кабеля маслом упрощает задачу. После этого наконечник соединяют с электродом болтом.
Этапы работы
Рабочий процесс занимает минимальное количество времени и знаний. Следуя установленным инструкциям и соблюдая технику безопасности, собрать из старой микроволновой печи сварочный аппарат сможет каждый желающий.
Первым этапом является извлечение трансформатора
Задний корпус требуется снять, соблюдая осторожность. Трансформатор следует осторожно извлечь, не применяя в процессе тяжёлые или острые предметы
Применение дополнительных материалов нанесёт серьёзные повреждения. Такие действия спровоцируют причины его неисправности.
Для изготовления аппарата точечной сварки рекомендуется использование трансформаторы из более мощных моделей микроволновых печей. Они отличаются улучшенным функционалом и будут более надёжны при эксплуатации.
После извлечения снимается одна из его обмоток — вторичная. При проведении демонтажных работ можно использовать вспомогательные инструменты для облегчения работы (главное — аккуратность). При обнаружении ограничительных шунтов также рекомендуется их устранение. Первичная обмотка оставляется по причине использования более плотного провода и меньшего количества витков.
После снятия крепится новая катушка. Для этого лучше использовать провод, в диаметре составляющий не менее 1 см. После такой модернизации трансформатор снова готов к применению. Он и будет служить основой сварочного аппарата.
Следующим этапом служит крепление электродов
При подборе специалисты рекомендуют уделять пристальное внимание соответствию диаметра электрода диаметру соединительных проводов. Для этого отлично подойдут небольшие медные прутки
Для установки наконечник и электрод соединяются с помощью болтов или гаек. В качестве соединяющего материала лучше использовать медь. Среди прочих они выделяются минимальными показателями электрического сопротивления. Это обеспечит отсутствие потери мощности.
Крепление элементов управления не займёт много времени. К таким относятся рычаг и выключатель.
Рычаг контролирует силовой поток между ремонтируемой деталью и электродами. Основание рычага крепится в цепи первичной обмотки, к подвижному электроду. Не рекомендуется подключение ко вторичной обмотке. Это спровоцирует значительные перебои электричества или вызовет замыкание.
Длина рычага выбирается в зависимости от личных предпочтений и удобства, которые необходимы в процессе работы.
Выключатель занимается подачей электричества от основания к сварочным электродам. Его также цепляют к первичной обмотке.
Выключатель рекомендовано располагать прямо над рычагом. Это обеспечит дополнительное удобство при работе со сварочным аппаратом.
Как управлять самодельным сварочным аппаратом
Несмотря на то, что контактная сварка является достаточно несложной технологической операцией, для достижения требуемого качества выполняемого соединения ей необходимо правильно управлять. Именно для этих целей следует оснастить самодельный аппарат из микроволновки соответствующими органами управления. Основными из них являются выключатель и рычаг, при помощи которого и обеспечивается требуемое усилие сжатия электродов и соединяемых деталей.
От усилия сжатия напрямую зависит качество получаемого соединения, поэтому рычаг для сварочного аппарата желательно делать более длинным
Очень важно, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на поверхности рабочего стола. Для этих целей используются струбцины
https://youtube.com/watch?v=2fkSOEFKUhI
Увеличить усилие, передаваемое электродами, можно не только при помощи рычага, но и посредством рычажно-винтового механизма, которым также можно оснастить аппарат, сделанный своими руками. Удобнее всего закрепить такой механизм непосредственно на рычаге, чтобы манипуляции с ним не отнимали дополнительного времени. Кроме того, такое расположение органов управления высвободит вторую руку оператора, которой можно будет придерживать соединяемые детали.
Особенностью работы на аппарате контактной сварки является то, что подавать ток на электроды можно только тогда, когда они находятся в сжатом состоянии. Если же включить подачу тока перед их сжатием, то они будут искрить в момент соприкосновения с деталями, а это приведет к их подгоранию и быстрому выходу из строя.
Вариант крепления неподвижного нижнего электрода
Выключатель, также относящийся к органам управления контактной сварки (в том числе сделанной из микроволновки), необходимо установить в цепь первичной обмотки. Если пренебречь этой рекомендацией и установить его в цепи вторичной обмотки, по которой протекает ток значительной величины, то выключатель создаст дополнительное сопротивление, что приведет к свариванию электродов между собой.
Для самодельного сварочного аппарата с трансформатором от микроволновки необходимо предусмотреть простейшую систему охлаждения, также сделанную своими руками. В качестве такой системы может быть использован обычный вентилятор. При помощи этого устройства можно будет охлаждать сам трансформатор, электроды и другие токопроводящие элементы. Конечно, такое охлаждение не будет слишком эффективным, и все равно придется делать регулярные перерывы в работе, необходимые для самостоятельного охлаждения всех нагревающихся элементов оборудования.
Процесс сварки, выполняемой на аппарате, сделанном своими руками, практически ничем не отличается от подобной технологической операции, осуществляемой на серийном оборудовании. Первым этапом такого процесса является сжатие деталей, в процессе которого происходит их пластическая деформация в месте будущего соединения. На втором этапе в зону сварки подается ток, проходящий через медные электроды.
Характеризуется этот этап образованием жидкого сварочного ядра, расширением сварной ванны и пластической деформацией и осадкой металла деталей в точке соединения. В этот момент расплавленный металл начинает выплескиваться из сварной ванны. После прекращения подачи тока в зону соединения она начинает охлаждаться, что сопровождается кристаллизацией расплавленного металла.
Готовый сварочный аппарат (вид сверху)
В результате прохождения описанных выше процессов в зоне соединения формируется литое ядро, отличающееся высокой прочностью. Полученная зона соединения характеризуется значительными остаточными напряжениями, которые можно минимизировать, если не сразу разжимать электроды после прекращения подачи тока, а выждать некоторое время. Можно даже несколько увеличить усилие на зону соединения после прекращения подачи тока, что также снизит остаточные напряжения и позволит добиться эффекта ковки.
Создание корпуса
Самодельные аппараты для точечной сварки имеют незамысловатые корпусы. Большинство делаются исключительно из дерева. Для этого требуются:
- основание (доска 10-20 мм);
- боковые стенки;
- уголки и саморезы;
- верхняя крышка.
В боковой стенке необходимо выполнить отверстие под выход силового провода. Переднюю часть не закрывают, поскольку через нее выводят рабочие клещи и кабеля. В верхней крышке стоит прикрутить плотную ленту для переноса аппарата.
Вентиляционные отверстия не предусматриваются, но в заднюю стенку устройства вставляют кулер от компьютера, который обеспечивает необходимое охлаждение. Отсутствие передней стенки, где выводятся рабочие клещи, и вентилятор в задней части, хорошо охлаждают воздух и детали внутри.
Схемы самодельных аппаратов для точечной сварки и видео по их созданию в Сети помогают изготовить устройство, служащее хорошим подспорьем в домашнем хозяйстве и значительно экономичным по стоимости, чем магазинные версии.
Выбор деталей
Схема состоит из нескольких деталей. От их выбора зависит надежность и работа аппарата.
Трансформаторы
Эти аппараты берутся готовые или перематываются старые, взятые из б/у микроволновок и другой аппаратуры:
- Обеспечивает работу схемы и заряд конденсатора. Питает электросхему напряжением 12В. Его мощность значения не имеет.
- Через его первичную обмотку разряжается конденсатор, а вторичная создает импульс сварочного тока. Обеспечивает работу сварочного инструмента. Во вторичной обмотке 2-3 витка кабеля или толстой шины.
Выбор трансформатора СВЧ для споттера производится по мощности – чем она выше, тем более мощным получается устройство.
Тиристоры и диоды
Тип тиристора может быть любым. Единственное требование – ток не менее 50А и напряжение не менее 300В. Параметры диодов, питающих рабочий инструмент, и режим работы аналогичные. Поскольку аппарат работает в импульсном режиме, диоды и тиристоры на радиаторы не устанавливаются.
Вместе эти элементы составляют тиристорный ключ. Вместо тиристора и мощных диодов допускается применение симистора с теми же рабочими параметрами.
Диодный мост, питающий конденсатор, изготавливается из любых маломощных диодов, например, 226Б.
Информация! Хотя сеть считается 220В, это действующее значение напряжения синусоидальной формы. Расчет параметров диодов и тиристоров производится по максимальному значению синусоиды, которое больше в √3 и составляет 308В.
Конденсаторы и резисторы
Переменное сопротивление регулирует величину сварочного тока. Регулировка силы и продолжительности сварочного импульса производится управлением угла открытия тиристора. Для этого служит переменный резистор. Его величина составляет 100Ом. Поскольку он находится в цепи управления тиристора, ток, текущий через него минимален и составляет несколько миллиампер. Поэтому мощность резистора значения не имеет.
Конденсатор электролитический, емкостью не менее 1000мкФ, с рабочим напряжением более 25В.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор
, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.



На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.


Особенности изготовления
Для того чтобы обеспечить должный нагрев в точке сварного соединения, требуется пропустить через детали мощный импульс электрического тока.
Но для нагрева по-прежнему необходима значительная мощность. Типичными значениями для аппаратов точечной сварки является требование к мощности тока не менее 1.5-2 кВт. Это обеспечивается особым трансформатором, способным выдавать при небольшом напряжении очень большой ток. Такие трансформаторы трудно купить в готовом виде, и стоят они дорого.
Однако трансформаторы подходящей мощности уже применяются в бытовой технике. Например, типичный трансформатор из старой микроволновки способен отдавать мощность от 2 до 3 кВт. Надо лишь заменить его вторичную обмотку.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель
. Ниже приведена схема сварочного аппарата с диодным мостом.
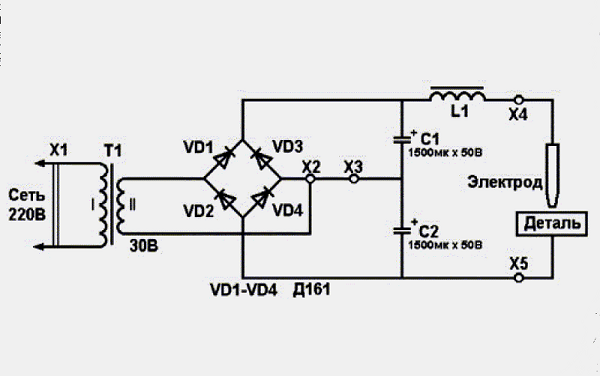
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Работа с трансформатором
СВ печь содержит в себе трансформатор, который подойдет для преобразования тока до нужной силы и величины. Как сделать его пригодным для сварки показано во многих видео. Из трансформатора микроволновки необходимо извлечь вторичную обмотку. Делать это можно ножовкой по металлу или стамеской. Доходя до края обмотки, следует быть осторожным, чтобы своими действиями не повредить изоляцию первичной катушки.
Срезав края обмотки по сторонам, приступают к извлечению внутренней части. Для этого применяю дрель и сверло диаметром 5-6 мм. Сделав несколько отверстий, остальную часть обмотки можно удалить вручную.
Самодельная точечная сварка требует правильного создания вторичной катушки трансформатора. Для этого подойдет кабель с диаметром от 10 мм. Это может быть как многожильный провод в общей изоляции, так и пучок отдельных проводов, собранных вместе и соответствующих нужному диаметру. Намотка производится в три витка вокруг сердечника. Такой трансформатор будет способен выдавать силу тока более 800А.
Поскольку место внутри сердечника трансформатора ограниченно, некоторые испытывают трудности в проведении кабеля. Свой труд можно облегчить смазав провод маслом или солидолом. Альтернативой является удаление заводской изоляции и нанесение тонкой тряпичной изоляционной ленты. Длина провода должна быть минимальной, достаточной только для намотки и подведения к рабочим частям. Необоснованное удлинение создаст лишнее сопротивление.
Такая контактная сварка из микроволновки способна сваривать:
- сетки;
- клетки;
- прутки до 3 мм;
- пластины металла до 3 мм.
Для работы с толстым железом возможно усилить мощность аппарата, применив в его схеме два аналогичных трансформатора из микроволновки. Последовательное соединение выводов первичных и вторичных обмоток позволит удвоить выдаваемую силу тока и приблизить этот показатель до 2000А. Таким током можно варить более толстое железо. Изготовление устройств с еще большими показателями, предназначенных для работы в домашних условиях, нецелесообразно ввиду повышенной нагрузки на сеть.
Обеспечение удобства и безопасности работы
Чтобы работать со споттером, который вы изготовите своими руками из деталей микроволновки, было не только удобно, но и безопасно, необходимо поместить все его конструктивные части в аккуратный и надежный корпус. Такой корпус, кроме того, защитит электрическую часть оборудования от механических повреждений и загрязнений, которые могут быстро привести ее в негодность. В качестве защитного кожуха также можно использовать деталь от старой микроволновки — ее корпус.

Основой самодельного споттера может стать любой подходящий по размеру корпус
Прежде чем поместить электрический блок устройства в корпус от микроволновки, необходимо надежно закрепить все его части на основании, которое лучше всего изготовить из диэлектрического листового материала. Размещая элементы электрического блока споттера на основании, необходимо равномерно распределить их по всей его площади: это сделает ваше оборудование более удобным для переноски. Кроме того, дополнительную мобильность самодельному устройству придадут небольшие колеса, которые можно закрепить на нижней части основания.
Когда все электрические элементы вашего оборудования помещены в корпус от старой микроволновки и надежно в нем закреплены, необходимо позаботиться о других частях, без которых вы не сможете работать. Такими элементами являются:
- электрические кабели, с помощью которых выполняют соединение сварочного трансформатора с электродами оборудования;
- пистолет, в котором будет закреплен электрод споттера;
- устройства для вытягивания металла при помощи приваренных шайб: обратный молоток или инопуллер.
Обратный молоток и пистолет — рабочие элементы споттера
Зная силу тока, вырабатываемую вашим самодельным споттером, можно рассчитать сечение кабелей, по которым ток будет проходить. Обычно руководствуются следующим правилом: на 10 А силы тока должен приходиться 1 мм 2 электрического кабеля. Кроме сечения важна и длина проводов, идущих на массу и к сварочному электроду, она должна быть минимально возможной, чтобы минимизировать потери тока.
Аппарат для контактной сварки из микроволновки
Чтобы сделать самостоятельно аппарат для контактной сварки в домашних условиях, потребуются такие инструменты, материалы и комплектующие:
- трансформатор от старой микроволновки (для получения большой мощности потребуются два трансформатора от двух микроволновок);
- медный провод большого сечения для вторичной обмотки (можно использовать жгут проводов с небольшим сечением);
- прижимные рычаги;
- гетинакс (текстолит, авиационная фанера) для монтажной платы, толщиной 10 миллиметров;
- корпус от микроволновки;
- вентилятор от микроволновки;
- зажимные струбцины;
- кабели, изолирующие обмоточные материалы (лакоткань, стеклолента, ПХВ-изоляционная лента);
- электроды из меди, изготовленные из стержней соответствующего диаметра, с конусообразной заточкой;
- набор инструментов – электродрель с набором сверл, отвертки, ключи, ножовка, пассатижи, тестер;
- различные метизы (болты, гайки, шайбы, шайбы Гровера).
Подбор трансформатора
Микроволновки бывают различной мощности, поэтому, чтобы использовать их рабочие трансформаторы, следует определиться, что именно будет сваривать будущий аппарат. Выбор мощности напрямую зависит от толщины свариваемых листов. Если толщина листа не превышает одного миллиметра, то для аппарата точечной сварки вполне будет достаточно мощности в один киловатт. Для листа толщиной до двух миллиметров мощность следует увеличить вдвое – до двух киловатт.
Строение трансформатора
Трехмиллиметровые листы уже потребуют мощность в пять киловатт. Почему для аппарата точечной сварки подходят трансформаторы именно от микроволновки? Дело в том, что мощность первичной и вторичной обмоток этих устройств одинакова. В зависимости от количества витков вторичной обмотки, может генерироваться напряжение до 3000 вольт при мизерном токе. Но для аппарата контактной сварки нужно не напряжение, а ток.
Поэтому, уменьшая количество витков вторичной обмотки можно получить низкое (до трех вольт) напряжение при токах, достигающих тысячи ампер. А так как трансформирующие элементы микроволновок имеют мощность до трех киловатт, то именно они как нельзя лучше подходят для изготовления самодельного сварочного аппарата.
Сборка трансформаторного узла
Мини сварочный аппарат для точечной сварки из трансформатора
Для сварки листов небольшой толщины достаточно использовать начинку из микроволновки небольшой мощности – до одного киловатта. Для выполнения более серьезных работ понадобится либо микроволновка большей мощности, либо две микроволновки малой. Во втором случае трансформаторы должны будут включаться по параллельной схеме с тщательным соблюдением соответствия подключения обмоток.
Для аппарата контактной сварки из микроволновки аккуратно извлекается трансформатор
С помощью бокорезов осторожно удаляется вторичная обмотка, затем демонтируют шунты. После удаления шунтов и старой вторичной обмотки следует удалить пыль, остатки изоляции и намотать новую
Эта обмотка в трансформаторе от микроволновки делается толстым медным проводом, имеющим в сечении от 50 мм2 до 100 мм2. Количество витков вторичной обмотки — два–три. Такая конструкция обеспечит на выходных клеммах напряжение порядка трех вольт при силе тока до тысячи ампер. Если такого толстого провода нет, то для вторичной обмотки можно использовать жгут из нескольких многожильных проводов.
Может оказаться, что толстый провод имеет мощную изоляцию. Эту изоляцию рекомендуется снять и заменить ее лакотканью, стеклотканью или обычной поливинилхлоридной изолентой. При использовании двух трансформирующих блоков вторичная обмотка делается общей, а первичные обмотки должны быть правильно соединены. Для проверки правильности соединения обмоток понадобится тестер.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Создание рабочей части
Для выполнения контактной сварки на самодельном аппарате из микроволновки необходима рабочая часть устройства, позволяющая быстро соединять электроды, и зажимать изделие между ними. В качестве нижнего основания можно использовать профиль, штангу или деревянный брус. Один его конец крепится к корпусу саморезами для жесткой фиксации. На второй край подсоединяется нижний электрод, которому подводится кабель от трансформатора. Чтобы провод не болтался, его стоит примотать к штанге.
Верхняя часть должна быть подвижна. Это будет рычаг. В качестве оси может выступать длинный гвоздь, а стойки по бокам изготавливают из двух брусков или профилей. Желательно не оставлять зазоров между стойками и основанием рычага, иначе это снизит точность соответствия верхней и нижней части, что отразится на точности сварки. В нерабочем состоянии рычаг самостоятельно отводится вверх для предотвращения произвольного замыкания контактов и беспрепятственного доступа к заведению изделия. Для этого, к его основанию крепят пружину с карбюратора достаточной жесткости. Способы такого крепления есть на видео в Сети.
Чем короче рычаг, тем сильнее придется сдавливать его руками. Поэтому оптимальная длина, создающая нужную нагрузку при сварке, будет от 500 мм. На верхнем окончании рычага предусматривается кнопка, запускающая разряд сварочного импульса. Кабель и провода тоже фиксируются к рабочей части для предотвращения порывов и зацепок об изделие. Для удобства нажима, на верхний рычаг стоит прикрепить рукоятку от паяльника.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к , подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
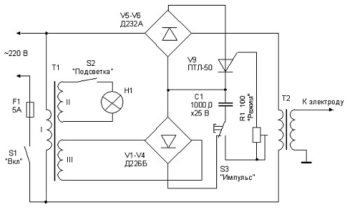
Схема споттера на базе сварочного аппарата
Для народного умельца, который имеет минимальные навыки в электротехнике и использует собранный своими руками аппарат для ремонта собственной автотехники и автомобилей знакомых, вполне достаточно устройства на базе старого сварочного трансформатора средней мощности с простым блоком управления. В этом случае оптимальный вариант — это система управления споттером из простых и доступных деталей, схема которой была опубликована в журнале «Моделист-конструктор» (см. ниже).
Схема споттера
Автор использует серийный сварочный трансформатор мощностью 1 кВт с первичной обмоткой 200 витков (можно применить любой другой с подобными характеристиками). Вторичную он заменил двумя параллельными обмотками в 3 витка общим сечением 100 мм². Расчетное напряжение холостого хода по этой схеме — примерно 6.5 В. S1 – это входной автомат устройства. S2 — кнопка отключения, при замыкании которой подается напряжение на контактор K1 и размыкаются его контакты K1.1 и K1.2. Контроль за длительностью сварочного процесса визуальный. В принципе, данную схему управления споттером из сварочного аппарата несложно дополнить реле времени (в т. ч. электронным) и системой регулировки величины тока.
В видеоролике (см. ниже) автор самодельного аппарата применил именно такую схему, только вместо контактора он использует низковольтное реле, запитываемое от выпрямителя. Для споттера это единственно верное решение, т. к. в этом случае на кнопку, которая расположена на рабочем пистолете, подается безопасное напряжение.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Для изготовления самодельного, сварочного аппарата, потребуется следующее:
- Пара старых микроволновых печей, а именно пара трансформаторов из данных печей. Как известно, трансформатор является самой главной деталью любого сварочного аппарата, не имеет значения, точечного, или же дугового.
- Электродрель, для удобства работы. Соответственно сверло по металлу.
- Молоток.
- Обычная ножовка по металлу.
- Провод многожильный 10-13 метров. Жесткость провода по желанию.
И так, приготовив все необходимые детали и нужный инструмент для работы, далее приступаем, к самому изготовлению аппарата.
Первым делом, извлекаем трансформаторы из микроволновых печей. Делаем эту процедуру предельно аккуратно, не навредив самому трансформатору.
Трансформаторы, следует надежно закрепить, что бы они находились, в обездвиженном состоянии.
Важно! Следует удалить вторичную обмотку трансформаторов, не повредив при этом первичную, тем самым оставив обмотки на 220вольт.
Следует,снизить напряжение метала, просверлив его.
Выбить токовые шунты, если таковые имеются, дабы увеличить мощность.
Далее, следует сделать самодельную обмотку, из нашего многожильного провода, соединив тем самым оба трансформатора.
Подключать обмотки следует параллельно и соответственно, надежно все изолировать. Нужно ответственно подходить к процессу изоляции, так как это вопрос вашей личной безопасности.
Необходимо замерить напряжение вторичной обмотки, подключив всю полученную конструкцию к питанию
Напряжение должно быть от 30-33 вольт.
Теперь нужно закрепить всю нашу конструкцию, дабы она была аккуратной и компактной. В качестве поддона можно использовать небольшой лист метала и доску.
Последним этапом изготовления сварочного аппарата будет держак для электрода, можно использовать обычные пассатижи, либо любые другие крокодилы-зажимы.
Далее, после полной сборки данного аппарата, можно проверить его в действии. Аппарат подобного рода, не подойдет для слишком продолжительных работ и для работ по слишком толстому металлу, так, как трансформаторы нуждаются в отдыхе. Желательно избегать сильного нагрева, во избежание повреждения обмотки. Рекомендуется давать остывать сварочному аппарату после одного-двух выработанных электродов, в общем, чем чаще, тем лучше. Отдых, поспособствует более длительному сроку эксплуатации вашего сварочного аппарата.
Для производства данный аппарат, конечно не пригоден, но в домашних нуждах, вполне сойдет и поможет. Учитывая то, что для изготовления не требуется дорогостоящих деталей и особых навыков для сборки, этот аппарат довольно актуален в быту.
https://youtube.com/watch?v=3_dLXlYASwg