Содержание:
- Фото использования штангенциркуля
- Почему возникают ошибки при измерениях
- Как штангенциркулем измерить поршень
- Устройство штангенциркуля
- 2 Разновидности инструмента – что значит маркировка?
- Порядок проведения измерений, проверка исправности
- Измерения линейных размеров
- Как правильно пользоваться штангенциркулем
- Правила пользования измерительным прибором
- Основные виды
- Снятие показаний
- Порядок измерений
- Специальные штангенциркули
- Как пользоваться штангенциркулем, точность инструмента
Фото использования штангенциркуля
Также рекомендуем просмотреть:
- Как выбрать лучшие токовые клещи
- Для чего нужен газоанализатор
- Разновидности измерительных инструментов
- Инструкция, как пользоваться теодолитом
- Что такое анемометр
- ТОП лучших толщинометров
- Как выбрать шумомер
- Хороший дозиметр радиационного фона
- Обзор лучших лазерных уровней
- Как пользоваться индикатором напряжения
- Обзор лучших мультиметров
- Лазерный дальномер
- Лучший влагомер для древесины
- Как выбрать лазерную рулетку
- Цифровой вольтметр
- Измерители температуры воздуха
- Электронный динамометр
- Как пользоваться гидроуровнем
- Что такое нивелир
- Как выбрать пузырьковый уровень
- Что такое микрометр
- Лучшие измерительные рулетки
Помогите сайту, поделитесь в соцсетях 😉
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
https://youtube.com/watch?v=JBgePO4gRpw%3F
Устройство штангенциркуля
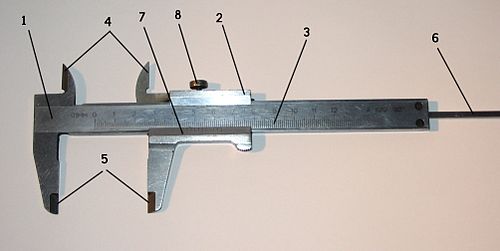
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
https://youtube.com/watch?v=82yPc4p9wfs
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.
На этом фото представлена модель ШЦРТИ 200 — 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 — 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 — 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 — 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
2 Разновидности инструмента – что значит маркировка?
В быту обычно применяется самый простой нониусный штангенциркуль. Его, как правило, делают из металла. Впрочем, в последнее время несложно приобрести прибор из пластика, твердосплавных композиций и даже из дерева. Более усовершенствованные модели штангенциркулей оснащаются циферблатным механизмом. Его используют вместо нониуса. Инструмент с циферблатом облегчает процесс измерений и дает возможность легко снимать полученные показания.
Максимальную точность измерений обеспечивает самый современный штангенциркуль – электронный. Его также называют цифровым. Он располагает небольшим жидкокристаллическим экраном, на котором показываются результаты проведенных замеров. Достаточно правильно установить и зафиксировать цифровой прибор, чтобы сразу получить все необходимые размеры. Такие приспособления обычно используются в авиа- и машиностроении, для моделирования сложных конструкций и оборудования.
Штангенциркули отечественного производства маркируются по единому принципу. Обозначение прибора описывает его функциональные возможности. Ниже мы приводим маркировку основных видов штангенциркулей:
- ШЦТ-1. Простой механизм с губками на одной стороне. С его помощью можно измерять линейные параметры (внутренние и наружные) и диаметры деталей.
- ШЦ-1. Губки располагаются с двух сторон. ШЦ-1 подходит для высокоточного измерения глубины.
- ШЦК. На этом штангенциркуле нет нониуса, зато установлен циферблатный механизм. Показания на нем определяются стрелкой, которая составляет со штангой одну конструкцию.
- ШЦЦ. Прибор с цифровой индикацией.
Современный электронный штангенциркуль позволяет обеспечить максимальную точность измерений
Добавим, что рассматриваемые механизмы принято делить на средние, большие и маленькие в зависимости от наличия в них дополнительных функций, конструктивных особенностей и размеров. Электронные инструменты удобны в работе, но стоят они ощутимо дороже нониусных и циферблатных. На российском рынке наибольшей популярностью пользуются цифровые штангенциркули следующих моделей: MATRIX 31611, Fit «Digital Caliper», SKRAB 40360, Sсala. Такие приборы имеют стандартную по длине основную шкалу (15 см), обеспечивают точность замеров 0,01–0,05 мм.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.
Измерение диаметра провода
Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Правила пользования измерительным прибором
Прежде чем приступить к измерениям, новый инструмент следует очистить на рабочих поверхностях и проверить его точность. Для этого надо совместить основные губки. При этом должны совпасть начальные отметки двух шкал: неподвижной рабочей, с миллиметровыми делениями и подвижной нониусной.
Инструкция определения наружных размеров :
Схема измерения детали при помощи штангенциркуля.
- Взять инструмент в правую руку, а деталь – в левую.
- Раздвинуть наружные губки и плотно зажать деталь между ними. Для этого рамку перемещают большим пальцем до нужного раздвижения губок.
- Когда раздвижные части инструмента плотно соприкоснулись с крайними точками измеряемой детали, то данное положение необходимо зафиксировать крепежным винтом.
- Прежде, чем снять результаты показаний, необходимо убедиться в отсутствии перекосов.
- Деталь откладывают в сторону и приступают к считыванию результатов.
Измерения внутренних размеров:
- Сомкнуть внутренние раздвижные части инструмента и поместить в измеряемую полость.
- Развести губки до тех пор, пока они своими наружными краями не коснутся с крайними точками внутренней поверхности детали.
- Данное положение штангенциркуля фиксируют винтом.
- Убирают деталь в сторону и приступают к считыванию результатов.
Чтобы определить глубину отверстия, надо опустить глубиномер в полость отверстия. Наружные губки раздвигают до тех пор, пока глубиномер не упрется в дно поверхности. Это положение фиксируют винтом и приступают к снятию результатов.
Чтобы правильно снять показания, штангенциркуль следует держать прямо перед глазами. Если смотреть на шкалу сбоку, то это приведет к погрешности измерений.
Основные виды
Существует 3 вида этих инструментов, а также 8 типоразмеров. Но это только согласно отечественным ГОСТам и нормативным документам. Мерительный инструмент делится по типу индикатора, с которого снимаются цифры размеров. Существуют нониусные модели, циферблатный штангенциркуль, а также цифровые решения.
Каждый вид также разделяется на подвиды в зависимости от того, какова конструкция основной линейки, а также ее длина. Кроме этого, можно классифицировать инструмент и по материалам, из которых изготавливается та или иная модель. Так, из твердых сплавов изготавливают ШЦТ-1. Виды штангенциркулей различают и по типу губок и наличию дополнительных приспособлений. Например, ШЦ-1 и ШЦ-3 различают по расположению измерительных губок. В первом случае они расположены с двух сторон, а во втором – только с одной. Устройство штангенциркуля ШЦ-2 немного отличается от предыдущего элемента. В инструменте имеется особая рамка с микрометрической подачей. Она делает проще работы по разметке в том случае, если замеры будут переноситься на другие плоскости.
Снятие показаний
Измерения штангенциркулем Циферблатный штангенциркуль
Цифровой штангенциркуль
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Специальные штангенциркули
Наряду с универсальными инструментами существуют и специальные модели, которые используют только для узкого ряда измерений.
Если и можно встретить в продаже такой штангенциркуль, цена на него будет очень высокой – от трех тысяч рублей.
- ШЦЦТ предназначен для замеров параметров труб. Это трубный штангенциркуль.
- ШЦЦВ используют для замеров внутренних размеров. Он оснащен цифровым дисплеем.
- ШЦЦН – это аналогичный инструмент, но предназначен уже для размеров внутренних.
- ШЦПУ – цифровой универсальный измерительный инструмент. Он комплектуется комплектом насадок для труднодоступных мест. Назначение штангенциркуля – измерение межцентровых расстояний, толщины стенок труб, наружных, а также внутренних диаметров.
- ШЦЦД – устройство для измерения толщин тормозных дисков и похожих деталей. Он имеет различные специальные выступы.
- ШЦЦП – этот инструмент используется для выполнения замеров остаточной глубины протектора покрышки автомобиля.
- ШЦЦМ предназначается только для выполнения замеров межцентрового расстояния.
Как пользоваться штангенциркулем, точность инструмента
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
https://youtube.com/watch?v=Nobw6s9k4dQ
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео. https://www.youtube.com/embed/82yPc4p9wfs
https://youtube.com/watch?v=82yPc4p9wfs
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.