Содержание:
- Комплект для сварки труб
- Виды и назначение
- Типы труб
- Как паять полипропиленовые трубы видео
- Распространённые вопросы и ответы по пайке полипропилена
- Паяльник для сварки труб
- Виды полипропиленовых труб
- Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
- Почему полипропилен для сварки лучше, чем металл
- Как ремонтировать полипропилен в труднодоступных местах
- Требуемые инструменты
- Диффузная сварка полипропилена
- Основные принципы технологии
- Как выполнять монтаж отопления из полипропиленовых труб?
- Как проводится пайка полипропиленовых труб
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:
- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
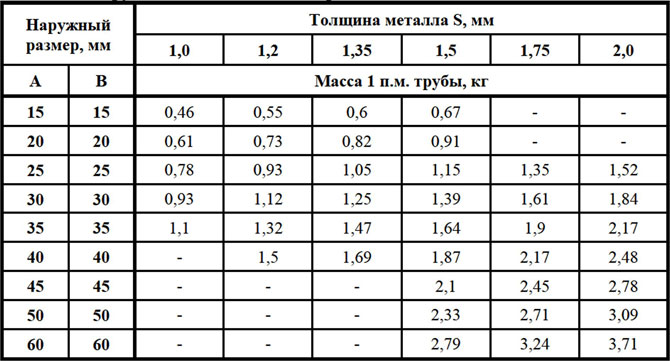
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Типы труб
Многие упускают этот момент, а зря. Качество и возможность соединения труб путем пайки напрямую зависит от их типа. Вот несколько самых важных пунктов:
-
Диаметр трубы.
-
Толщина стенки. От нее зависит время нагрева трубы. Чем толще стенка, тем дольше придется нагревать трубу или большую температуру ставить.
-
Внешнее или внутреннее армирование. Это крайне важный этап, о котором многие умалчивают. Некоторые трубы для увеличения прочности усиливаются металлом. Данная защита может располагаться как внутри трубы, так и снаружи. При работе с такими трубами существуют тонкости, которые стоит учитывать.
Также смотрите таблицу соответствия маркировок сфере применения.
|
Маркировка |
Сфера применения и особенности |
||
|
PN 10 |
Для подачи холодной воды, в системах теплых полов с подогревом до 45С. Имеет тонкие стенки. |
||
|
PN 16 |
Используется на водопроводах с высоким давлением и на отопительных магистралях с пониженным давлением. |
||
|
PN 20 |
Труба универсального назначения. Подача воды с температурой не выше 85С |
||
|
PN 25 |
Горячее водоснабжение, отопление. Подача воды до 95С. Армирована фольгой. |
Трубы последнего типа используют для подключения пластиковых трубопроводов к металлическим.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не
стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не
рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Можно ли гнуть полипропиленовые трубы? Гнуть их нельзя, ни при монтаже, ни после. Если существует необходимость изогнуть трубу во время монтажа — то следует использовать обводы или
комбинации из уголков. Справедливости ради стоит заметить, что слабое место у трубопровода на изгиб — это стык трубы и фитинга. Эта точка сопряжения обламывается при некотором
усилии на излом. Чтобы убедиться в этом, достаточно спаят пробную конструкцию из уголка и двух отрезков трубы по 50 см., и попробовать сломать эту «кочергу» руками.
Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие
не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного
поворота, соединение не будет в одной плоскости.
Второй способ — нарушать соосность трубы и фитинга на нескольких соединениях. Не стоит забывать, что прямолинейность в месте стыка трубы и фитинга не должна отклоняться
более, чем на 5°.
Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть
воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся
давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко
выскакивает при подаче давления.
Совет: если во время сварки было слышно шипение воды на насадке — узел лучше вырезать и переделать! Уж лучше потратить лишнее время при монтаже, чем исправлять и устранять
течь в будущем, с кучей вылезших проблем!
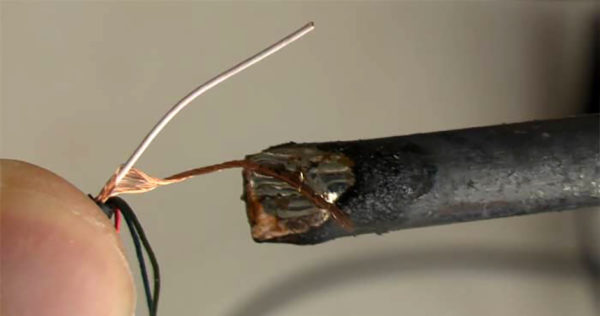
На этом фото видно, что у фильтра откручена заглушка и оттуда по тряпочке стекает лишняя вода. А в месте спаивания заткнут хлебный мякиш.
Благодаря открытому фильтру, у нас было чуть больше минуты, чтобы успеть совершить пайку, пока вода не выдавит мякиш.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.
Оцените публикацию:
- Currently 3.79
Оценка: 3.8 (24 голосов)
Паяльник для сварки труб
Конструктивно этот аппарат напоминает утюг. На нагревательной подошве предусмотрены отверстия, которые предназначены для установки насадок. Сварка полипропиленовых труб большого диаметра электропаяльником не выполняется, т. к. в этом случае имеются ограничения по размерам коммуникаций. Принцип работы подобных устройств несложный: на насадки устанавливают элементы трубопровода, через некоторое время их снимают.
Главной задачей электропаяльника является поддержание температуры на требуемом уровне. Так, для работы с полипропиленовым материалом рекомендуется установить температурный режим не менее +260°С. Спаивать коммуникации данного вида в других условиях не следует.
Паяльник состоит из корпуса и рукоятки. Внутри предусмотрен узел управления, который позволяет регулировать температуру нагревательной подошвы. Размер насадок может быть разным. При выборе трубы учитывают данный параметр. Коммуникации должны устанавливаться на насадки. Если трубы не соответствуют по размеру, обеспечить качественный нагрев не получится.
В некоторых моделях паяльников предусмотрена возможность регулировки температуры в автоматическом режиме. Например, если нагревательная подошва охладится на несколько градусов, прибор включится самостоятельно. Это позволит обеспечить подходящие условия работы во время пайки полипропиленовых труб. Различают следующие виды аппаратов, отличных по форме нагревательной подошвы:
- цилиндрический;
- прямолинейный (нагреватель в виде плоской плиты).
Первый из вариантов используется для монтажа коммуникаций большего диаметра. В данном случае аппарат надевается сверху на трубу. Преимуществом этого метода является равномерный нагрев по всей поверхности деталей.
Если рассматривается второй вариант, то он чаще используется для пайки полипропиленовых труб своими руками. Такие устройства отличаются компактными габаритами, простотой эксплуатации. В подобных аппаратах предусмотрено несколько отверстий, куда будут устанавливаться элементы трубопровода (фитинги, коммуникации). Подробнее смотрите на странице паяльник для полипропиленовых труб.
При выборе паяльника необходимо учитывать форму нагревательной подошвы, а еще мощность, диапазон значений температур. Различают устройства и по ценовой категории, производителю. Если рассматривается вариант сварки полипропиленовых труб своими руками, для начинающих пользователей подойдет аппарат, принадлежащий низкой ценовой категории. Техника данного вида не отличается повышенной надежностью, но ее возможностей будет достаточно для выполнения монтажа 1 или 2 контуров системы водоснабжения, отопления.
При выборе изделия следует обращать внимание на марку, страну-производителя. Например, китайские аппараты стоят дешевле, но не отличаются надежностью
Через некоторое время после начала эксплуатации при нагреве полимерного материала увеличивается погрешность, которая в будущем достигнет 10°С. Такие устройства необходимо рассматривать новичкам.
Турецкие аналоги представляют среднюю ценовую категорию. Они отличаются более высокой надежностью, но характеризуются простыми функциями. Такие аппараты можно использовать, если паяльник эксплуатируется нерегулярно. Для работы в интенсивном режиме на постоянных условиях лучше сразу приобрести более дорогой прибор немецкого производства.
Виды полипропиленовых труб
Трубы ПП разделяют на два основных типа:
- армированные;
- неармированные.
Первые используют там, где предполагается наличие высокого давления и температуры. Такие трубы относят к классу «стабилизированных», они имеют минимальный коэффициент температурной деформации.
Неармированные трубы используют в технических системах для циркуляции жидкостей без нагрева. Такие ПП трубы используют и для систем холодных водопроводов, которые также легко монтировать своими руками.
Таблица 1
| Маркировка | Область применения | Характеристики |
| PN10 | Водопроводные низкотемпературные системы с минимальным уровнем давления | 10 атмосфер, 45 °C |
| PN16 | Водопроводные системы для холодной воды | 16 атмосфер, 60 °C |
| PN20 | Системы горячего водоснабжения, не для отопительных систем | 20 атмосфер, 95 °C |
| PN25 | Системы горячего водоснабжения, отопительные системы | 25 атмосфер, 95 °C |
| PPR | Отопление, горячее водоснабжение. Непригодны для обустройства внутридомовых систем подачи холодной воды. | 25 атмосфер, 95 °C |
Значение имеет и толщина полипропиленовых труб. Значение колеблется от 1,9 до 18,4 мм в зависимости от типа и назначения трубы.
Важно знать! Трубы с индексом PPR используются только в промышленных целях, использовать их для подачи питьевой воды не рекомендуется производителем. Стандартный размер полипропиленовой трубы любого диаметра – 6 метров
Для монтажа систем типа «теплый пол» используются специализированные полипропиленовые трубы. Поставляются такие трубы для теплого пола в бухте, и чаще всего не свариваются между собой, а крепятся в местах стыковки с коллектором теплоносителя обжимными муфтами.
Контур теплого пола представляет собой бесшовную систему. Используются различные типы укладки теплого пола. Геометрию любого из выбранных способов – «улитка» или «по контуру» — предопределяет способность трубы изгибаться по наименьшему радиусу. Чрезмерный изгиб приводит к необратимой деформации трубы.
Укладывается ПП труба для теплого пола на подготовленное основание. Чаще всего это теплоизолятор в виде пенополиуретановой прослойки, дополненный теплоотражающей фольгой.
Полезно знать! Обжимные муфты надежно фиксируются специальными клещами, в комплекте также есть шаблон для контроля правильности монтажа. Обжимные клещи стоят достаточно дорого, выгоднее арендовать их на время окончательной сборки и наладки системы.
Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Как выполняется пайка полипропиленовых труб в труднодоступных местах – проверенные опытом способы Пайка полипропиленовых труб в труднодоступных местах: как спаять, правила и методы сварки
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
https://youtube.com/watch?v=pdtJL55QzLk
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Требуемые инструменты
Фитинги;
Сами полипропиленовые трубы;
Специальный аппарат для сварки таких труб;
Сварочный аппарат
Ножовка для их резки, специальный резак часто продается в комплекте со сварочным аппаратом, при больших объемах работ можно использовать кольцевой резчик или специальные ножницы;
Обезжириватель (этиловый или изобутиловый спирт); ацетон в данном случае применять запрещено, так как он способен размягчать пластик;
Фаскосниматель: его внутренняя часть напоминает точилку для карандашей, однако, так как фаска должна сниматься ровно, ножи расположены под другим углом; заменить фаскосниматель можно обычным напильником и ножом;
Шейвер: инструмент для снятия армированного слоя (если наши трубы имеют слой армирования).
Совет. Трубы, подходящие близко к котлу отопления (на расстояние ближе полуметра), должны быть изготовлены только из металла. С полипропиленом их соединяют с помощью переходников со сварного соединения на резьбовое.
Диффузная сварка полипропилена
Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций
Паять таким способом полипропиленовые трубы наиболее просто и быстро. Диффузная сварка подходит для соединения элементов всех бытовых коммуникаций: водопровода, ГВС, отопительного контура. Суть метода заключается в одновременном температурном расплавлении стыкуемых поверхностей трубы и фитинга с последующим их соединением. Между расплавленными полимерами происходит взаимная диффузия вещества, что обеспечивает прочную, герметичную стыковку.
Для пайки полипропиленовых трубных изделий таким методом необходим специальный электрический паяльник с набором парных насадок под соответствующий диаметр труб. Вне зависимости от модели паяльника для полипропилена, приборы оснащены градуированным терморегулятором и сигнальными лампами готовности к работе.
Метод диффузной пайки имеет ряд преимуществ, благодаря которым является преимущественно применяемым при монтаже бытовых трубных коммуникаций. Плюсы способы таковы:
- не дорогостоящее оборудование (паяльник);
- несложный и быстрый процесс сварки (пайки);
- пайка полипропиленовых труб своими руками, выполненная правильно, обеспечивает надежное, герметичное соединение трубопровода любого функционального предназначения;
- доборные элементы (фитинги), запорная арматура недороги;
- легко сформировать переход с полипропиленовой трубы на другую (металл, полиэтилен, металлопластик).
Некоторые домашние мастера нарекают, что таким способом сложно, а порой невозможно, паять в труднодоступных местах, относя эту особенность диффузной сварки полипропилена к недостаткам. Однако опыт и наглядные примеры, продемонстрированные в соответствующих видео, доказывают, что при правильном подходе особых сложностей и неудобств в таких ситуациях практически не возникает. Как пример, — следующее видео
Забежав вперед, вернемся к рассмотрению того, как паять ПП-трубы в стандартной ситуации.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото — фитинги и прочие соединители для полипропилена
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Фото — правильное соединение
Видео: как паять своими руками полипропиленовые трубы
Как выполнять монтаж отопления из полипропиленовых труб?
Рассмотрим несколько практических примеров пайки трубопровода из полипропиленовой трубы.
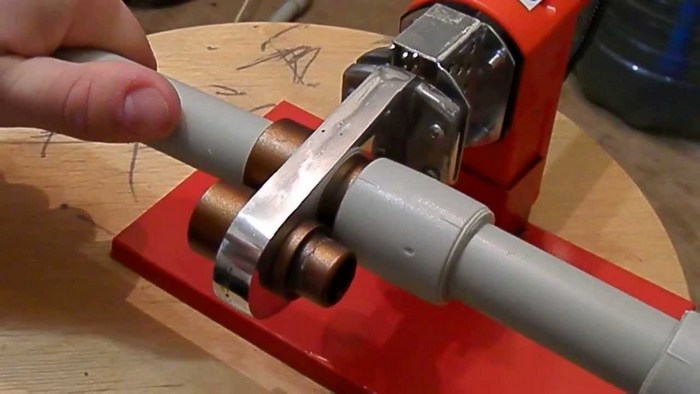
Пайка производится специальным паяльником:
На каждом паяльнике есть регулятор температуры (1). Температура для пайки полипропилена выставляется 270 градусов. Нагрев трубы паяльником проводится в течение не более 5 секунд.
Нужно учесть следующее. Если работа проходит на улице в холодное время, либо в холодном помещении, время пайки увеличивается, т. к. паяльник быстро остывает.
В этом случае нужно либо увеличить температуру нагрева паяльника, либо увеличить время нагрева. Время нагрева также увеличивается при пайке труб большего диаметра, что иллюстрирует следующая таблица:
Собственно пайка. На паяльнике есть две насадки: одна для нагрева внутреннего диаметра, другая – наружного. Одновременно нагреваются обе детали, которые предполагается соединить:
Равномерно давим на обе детали, как бы навстречу друг другу – по направлению красных стрелок на фото:
По мере нагрева, муфта доходит до бортика, на трубе также появляется отбортовка. После нагрева, снимаем детали с насадок и состыковываем их друг с другом:
После соединения нагретых деталей их нужно зафиксировать на некоторое время
После состыковки придерживаем детали в течение до 30 секунд – чтобы они поостыли, и соединение затвердело. Отбортовка на трубе должна быть равномерной по всей окружности соединения.
Вот таким образом и паяется весь полипропилен, не зависимо от диаметра трубы и назначения, – будь то система отопления или водоснабжения. Единственное отличие, как было сказано выше, это время пайки: чем больше диаметр тубы, тем дольше требуется нагревать и фиксировать после соединения.
Была разработана насадка для паяльника, чтобы ещё облегчить и без того простое житие монтажника.
Насадка позволяет точно определить время, когда спаиваемые детали уже достаточно нагреты. В такой насадке есть специальное отверстие:
- через которое выходит расплавленный полипропилен. Как только он появился в отверстии:
- это сигнал: снимаем и состыковываем детали. Не надо засекать время по часам или отсчитывать секунды самому.
Есть ещё керамическая насадка, которая предотвратит вот такой вид расплавленной трубы:
Плюс такого соединения (без использования металла) в том, что благодаря отсутствию металлических соединений, соли жёсткости не нарастают в таких участках. А также после пайки получается монолитное соединение.
При работе с полипропиленом нужно учитывать наперёд все шаги – для того, чтобы не попасть в некоторые неудобные моменты. Такие «моменты» могут встречаться, когда, например, нужно произвести пайку в каком-то ограниченном пространстве и т. п.
Поэтому, прежде чем паять, лучше нарисовать на листе бумаги схему трубопровода (начиная от котла) и записать последовательность шагов.
Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.
Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
|
Характеристика значения |
Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.
Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.