Содержание:
- Способы паяния деталей из меди
- Монтаж медных фитингов и его особенности
- Как правильно паять медные трубы, пошаговая инструкция
- Что понадобится в процессе
- Монтаж медных труб
- Что необходимо для пайки труб из меди
- Пайка меди, почему стоит этому научиться
- Основные ошибки, допускаемые при пайке
- Пайка медных труб — немного теории
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Монтаж медных фитингов и его особенности

Резка медных труб специальным обжимником
Фитинги для медных труб – это основной крепежный элемент, который применяется для монтажа отопительной системы. Преимущество медных фитингов прямо следуют из преимуществ материала.
Такие фитинги легкие, отлично выдерживают высокие температуры, не ржавеют, не разрушаются на солнце, то есть обладают всеми теми же свойствами, что и медные трубы.
Фитинги – это очень важно, ведь без них создать сколько-нибудь сложную систему практически невозможно. С их помощью мастера соединяют трубы, чтобы нарастить магистраль, делают разветвления, изгибы, повороты и так далее. Ассортимент фитингов под медные трубы сегодня очень большой, что позволяет выбрать именно то, что нужно в каждой конкретной ситуации
Ассортимент фитингов под медные трубы сегодня очень большой, что позволяет выбрать именно то, что нужно в каждой конкретной ситуации
С их помощью мастера соединяют трубы, чтобы нарастить магистраль, делают разветвления, изгибы, повороты и так далее. Ассортимент фитингов под медные трубы сегодня очень большой, что позволяет выбрать именно то, что нужно в каждой конкретной ситуации.
https://youtube.com/watch?v=ViWlaKOkQv0
Например, в продаже широко представлены фитинги в виде переходников для соединения труб разного диаметра. Спросом пользуются простые соединения, двойники, тройники, кресты, угловые фитинги, муфты, дуговые отводы и др.
Советуем вам посмотреть видео выше, в котором вы можете увидеть подробную инструкцию по пайке труб из меди.
Виды фитингов:
Пайка фитингов
Фитинги под пайку.
Данная разновидность применяется для соединения только металлических труб. Сначала медная труба вставляется в фитинг (в так называемую гильзу), после чего все оставшееся пространство заплавляют флюсом и припоем. Припой и флюс плавят при помощи горелки.
В итоге получается очень надежное крепление, которое может служить без каких-либо проблем долгие годы. Использование пайки дает гарантию того, что соединение будет иметь максимально возможную герметизацию и прочность.
Использование фитингов под пайку требует специальных навыков, поэтому лучше не полагаться на собственные силы и доверить работу мастеру с большим опытом. Если же работу принципиально хочется сделать самому «от и до», лучше выбрать другую разновидность крепежных элементов.
Обжимные
используются совершенно иначе, чем фитинги для пайки. Вместо газовой горелки и припоя в данном случае понадобится особое обжимное кольцо, которое в народе получило название «гайка».
Компрессионные
для медных труб применяют в сложных случаях, когда добраться до места соединения не представляется возможным.
Еще один вид фитингов для соединения труб, это пресс-фитинги
. Для использования таких соединений понадобится специальный, совсем не дешевый инструмент – пресс-машина.
Целесообразность установки и использования
Медные трубы имеют немало достоинств, чем и обуславливается их востребованность среди застройщиков. Вот только некоторые из них:
- Даже после долгих лет эксплуатации такие трубы не выходят из строя. С течением времени они покрываются зеленоватым слоем окиси, но это нисколько не влияет на их прочностные характеристики.
- Трубы непроницаемы не только для воды и влаги, но также и для газов;
- В отличие от того же полипропилена совершенно равнодушны к ультрафиолетовому излучению;
- Трубы из этого материала не боятся низких температур;
- Медь является известным бактерицидным действием: можно не беспокоиться, что в трубах поселятся плесень, грибок, различные микроорганизмы.
Но, как и у любого другого материала, у меди имеются также и недостатки. К ним, в первую очередь, стоит отнести следующие:
- Медь – это дорогостоящий материал, который не всегда можно себе позволить;
- Медные трубы рекомендуется использовать только для относительно чистой воды без посторонних примесей;
- Они относительно мягкие.
Делать вывод: хороший материал медь или плохой, было бы не правильно. Некоторые его достоинства перевешивают недостатки, а иногда какой-то из недостатков может перечеркнуть достоинства. Все зависит от конкретных условий и задач.
Так, например, мягкость материала в отдельном случае можно посчитать недостатком, а в другом она легко может превратиться в «гибкость», и это будет уже преимущество.
Во всяком случае, совершенно точно можно сказать одно: медное отопление и водоснабжение находит сегодня своих приверженцев и успешно используется на многих объектах.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
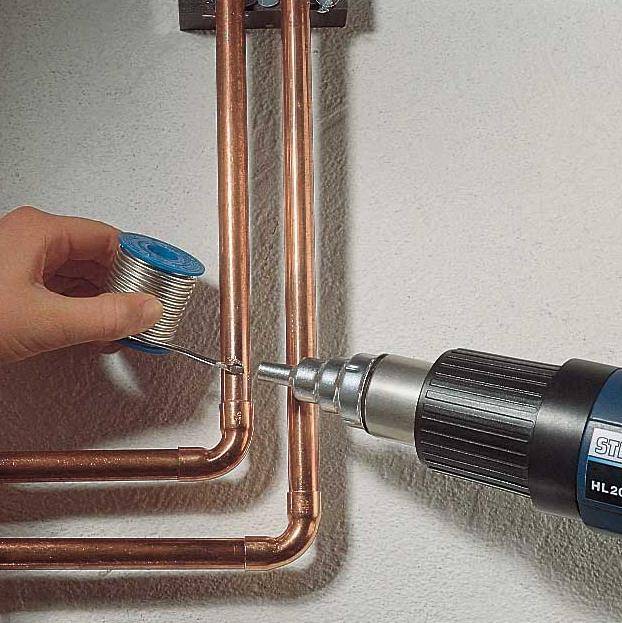
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Монтаж медных труб
В процессе монтажа сантехнических систем своими руками часто возникает необходимость соединять медные трубы с изделиями из других материалов. В системах отопления, холодного и горячего снабжения водой соединения меди со сталью, пластиком и латунью являются безопасными с точки зрения появления коррозионных процессов. А вот соприкосновение меди с оцинкованной сталью опасно для оцинкованных труб и приводит к их разрушению вследствие электролитических процессов. Во избежание выхода из строя трубопровода необходимо соединение осуществлять при помощи , а току воды обеспечить направление от стали к меди.
Перед началом работ необходимо подготовить инструмент для монтажа медных труб системы отопления или снабжения горячей или холодной водой. Для этого понадобятся: труборез или ножовка по металлу, напильник или шабер, при наличии участков сложной конфигурации — трубогиб, газовая горелка или термофен.
Прокладка медного трубопровода своими руками начинается с на участки предварительно рассчитанной длины. Затем необходимо очистить от заусенцев наружную и внутреннюю части трубы, при необходимости — выровнять срез. Использование трубогиба позволит не допустить сплющивания трубы и образования заломов, которые могут стать причиной снижения эксплуатационных качеств трубопровода в этих местах.
Если диаметры труб не превышают 15 мм, то радиус их изгиба должен составлять не меньше 3,5 диаметров, а если более 15 мм, то четырех диаметров. При гибке вручную качественный изгиб можно получить лишь при его радиусе, равном 8 диаметрам.
Несмотря на свою устойчивость к коррозии, медные трубы, из-за нарушения технологии изготовления, неправильной пайки и сильной загрязненности воды абразивными включениями, могут подвергнуться очень опасной язвенной коррозии. Труба корродирует в местах разрушения оксидной пленки. Одним из способов избежать возникновения этого процесса является установка фильтров на трубопроводах водоснабжения и отопления.
На современном строительном рынке медные трубы, благодаря своим уникальным эксплуатационным качествам, вполне успешно конкурируют с продукцией из стали, пластика и металлопластика, невзирая на свою высокую стоимость.
Даже с учетом того, что полимерные трубы применяются все чаще, металлические изделия все еще пользуются немалым успехом. Как правило, в качестве металла используется медь, латунь и сталь. В лучшую сторону по показателям устойчивости к коррозии и высоким температурам отличается медь. Собственно, о соединении медных труб, и пойдет речь в этой статье.
Даже несмотря на то, что медные трубы отличаются своей дороговизной, учитывая все характеристики материала, их применение является довольно-таки оправданным.
В первую очередь, перед соединением медных труб, стоит определиться с тем, как их соединять, методом пайки или иным способом.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Основные ошибки, допускаемые при пайке
 Ошибки
Ошибки
К основным ошибкам, которые часто допускают неопытные сварщики, относят:
Спайка поверхностей с некоторыми дефектами. Во время соединения мелочей не бывает. Даже незначительный дефект способен ослабить шов.
Некачественная очистка поверхностей от загрязнений.
Несоблюдение норм по размерам монтажного зазора. Это приводит к получению негерметичного и недолговечного соединения.
Малый нагрев деталей
Часто во время работы новички стараются как можно быстрее расплавить припой, не уделяя внимание сами деталям.
Неравномерное нанесение флюса.
Перегрев детали, что приводит к сгоранию флюса.
Если начать проверять на прочность не до конца остывшее соединение. Можно нарушить целостность шва или вовсе разрушить его.
Несоблюдение техники безопасности
Приводит к травмам, заболеваниям и разным неприятным явлениям.
Новичкам может быть сложно соблюдать все правила проведения процедуры. Поэтому для проведения первых работ рекомендуется пригласить опытного сварщика в качестве консультанта.
Сварка труб представляется действенным методом получения герметичных соединений. Но иногда осуществить этот метод не представляется возможным. Тогда на помощь придут способы соединения медных труб фитингами без пайки. Устройства позволят плотно и герметично совместить детали. Этот способ несколько хуже по качеству, однако представляет собой неплохую альтернативу классической сварке в домашних условиях.
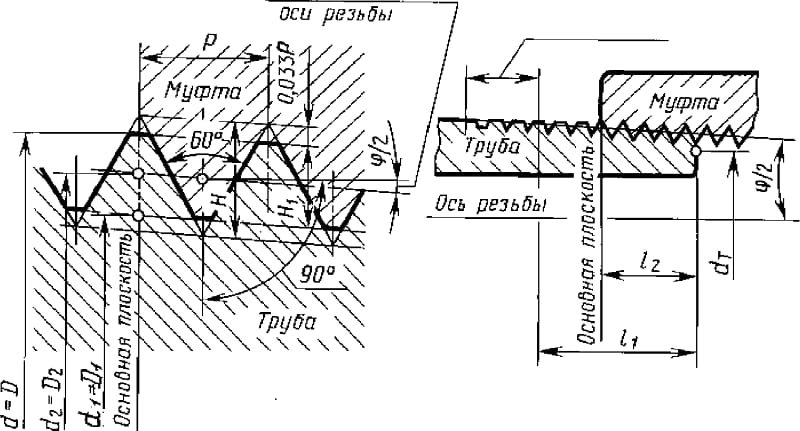
Пайка медных труб — немного теории
Соединение двух труб с помощью пайки реализуется после сборки трубопровода на муфту или в раструб. То есть, вы должны вставить трубы в муфту и пропаять два кольцевых стыка или вставить гладкий торец первой трубы в раструб второй и пропаять всего один стык. Естественно, что последний вариант выглядит предпочтительнее.
Сам процесс пайки в теории, выгладит следующим образом:
- Сначала вы обезжиривайте место стыковки труб (внутренние и наружные поверхности). Это усилит адгезию припоя и тела трубы.
- Далее вы собираете стык, монтируя трубу в раструб или в муфту.
- После сборки вы включаете горелку и, разогревая проволочный припой, обволакиваете расплавленной массой стык между трубами. Сам принцип пайки меди (суть процесса) заключается в герметизации слоем разжиженного припоя стыковочного шва трубопровода.
В итоге, после остывания припоя поверх стыковочного шва (и частично в стыке между трубами) образуется твердая, металлическая корка, герметизирующая и фиксирующая место соединения.