Содержание:
Преимущества конусных свёрл
Ступенчатые изделия имеют следующие положительные свойства:
- позволяют сделать отверстие с более ровными кромками в сравнении со спиральными и перовыми аналогами;
- для отверстий различных диаметров применяется одно ступенчатое сверло;
- идеально центрирует отверстие;
- используется для обработки очень тонкого листового металла;
- идеально подходит для обработки цветных металлов;
- при больших объёмах работ позволяет экономить время за счёт отсутствия необходимости в частой замене свёрл различных диаметров.
Ступенчатое сверло позволяет не только выполнить качественное сверление металлов, но и исправить дефекты отверстия, которые были сделаны изделиями другого типа. Например, при смещении центра отверстия во время использования спиральных аналогов, конусным можно полностью исправить дефект.
Также возможно расширить отверстия при необходимости до фиксированного диаметра. Несмотря на более высокую стоимость конусных свёрл, при частом использовании удаётся добиться значительной экономии. За счёт отсутствия необходимости в приобретении большого количества инструментов разного диаметра.
Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
-
стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Конструктивные особенности ступенчатого сверла
Внешний вид этого режущего инструмента определяется исходя из его названия – сверло конусное ступенчатое. Иногда в обычном разговоре можно услышать интересный термин для этого инструмента – морковка. Он напоминает известную геометрическую фигуру – конус. Однако внешняя поверхность его может быть не только гладкой, но и ступенчатой. По конструкции оно практически не отличается от стандартных инструментов, имеет:
- направляющую часть, на которой расположена режущая кромка;
- поводок, переходящий в шейку инструмента;
- хвостовик, заданной формы (в зависимости от патрона дрели).
Конструкция ступенчатого сверла
Сверло коническое по металлу существенным образом отличается направляющей частью, которая выполняется в следующих вариантах:
- метрический конус;
- конус увеличенный удлинённый;
- инструментальный конус;
- так называемый конус Морзе.
Из всех четырёх типов наиболее распространённым считается третий вариант, то есть инструментальный конус. Он является наиболее универсальным для большинства сверлильных станков и станков с числовым программным управлением. Диапазон изменения допустимых диаметров достаточно широк. Например, для метрических конусов он варьируется от 1 мм до 20 мм. Конус Морзе может иметь диапазон от 6 до 30 мм. Все они изготавливаются в соответствии с ГОСТ 2092-77.
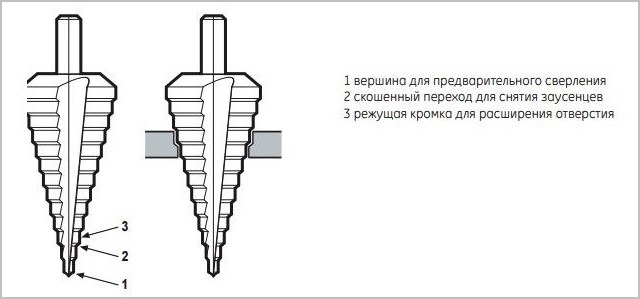
Вершина конуса разделена на три составные части:
- наконечник вершины для проведения предварительного сверления;
- первый скошенный переход для снятия так называемых заусенцев (шероховатостей);
- специальная режущая кромка (служит для последующего расширения отверстия).
Сверлильный патрон с конусом Морзе
Для расширения режущих возможностей многоступенчатого сверла по металлу на его поверхность наносится абразивное напыление. Он выполняется из алмазной или титановой крошки. Это повышает режущие свойства и снижает периодичность заточки.
Чтобы правильно выбрать ступенчатое сверло по металлу необходимо:
Подробно ознакомиться с характеристиками
Разобраться с возможностями конусного многоступенчатого сверла, например по металлу.
Обратить внимание на цвет изделия. Если сверло ступенчатое по металлу имеет серо-стальной цвет, это доказывает, что данное сверло не проходило термическую обработку
Надеяться на высокие эксплуатационные характеристики не получится. Желтый или золотистый цвет указывает на то, что металл был обработан, в нём устранены все так называемые внутренние напряжения. Если поверхность конусного ступенчатого сверла по металлу носит ярко золотистый оттенок, можно смело полагать, что в его составе находится сплав нитрид титана. Добавление этого сплава существенно повышает износостойкость. Это самые дорогие инструменты. Их надёжность и долговечность полностью компенсирует этот недостаток. Чёрный цвет свидетельствует, что оно было обработано горячим паром.
Оценить типоразмеры. Обычно на многоступенчатое сверло по металлу наносится маркировка, состоящая из цифр и латинских букв. Например, ∅4-15/2 HRC 61±2. Первая цифра обозначает наименьший диаметр, вторая соответственно наибольший. Цифра, расположенная через наклонную определяет шаг изменения диаметров. В нашем случае он равен 2-м, то есть это будут диаметры, 2, 4, 6, и так далее до 12. Поэтому его называют шаговое сверло по металлу. Три латинские буквы указывают на марку стали, из которой изготовлено. В нашем примере это высококачественная быстрорежущая сталь. Если имеется наименование стали HSS –можно смело его использовать для высокоскоростной обработки. Последние две цифры с указанным интервалом определяют твёрдость по шкале Роквелла.
Изучить торговую марку фирмы, которая изготавливает этот инструмент. Желательно проконсультироваться со специалистами о качестве такого устройства.
Узнать, допустима ли многократная заточка ступенчатого сверла по металлу.
Конусное и ступенчатое сверла
При выборе конусного сверла по металлу всегда следует помнить, что оно предназначено для высверливания отверстий только в материале, толщина которого не превышает пяти миллиметров.
Рекомендуемые углы заточки
Существующая сводная таблица углов заточки свёрл, является установленным стандартом требований для основных параметров режущих инструментов. В ней указаны наиболее оптимальные значения параметров инструмента для операции резания (сверления). Все эти параметры включены в соответствующий ГОСТ. Они позволяют добиться наиболее оптимального результата.
https://youtube.com/watch?v=KCL27Bs9DYg
Углы заточки сверла по металлу для изготовления отверстий в заготовках, изготовленных из разных материалов, определяются на основании их физических и механических характеристик:
- твёрдостью (по выбранной шкале);
- хрупкостью;
- вязкостью (плотность).
В качестве примера можно рассмотреть инструмент, изготовленный из инструментальной стали. Для него наиболее оптимальным считается угол в пределах 120°. Применение более мягких марок стали требует его снижения до 90 градусов. На основании разработанных методик и опыта применения различных свёрл установлено, что для более мягких материалов (дерево, различные виды пластмасс, мягкие и тонкие металлы) целесообразно изготавливать инструмент более острым. Угол заточки сверла по дереву достигает 90°. Для отверстий в пористых или слишком хрупких и материалах используют увеличенный угол заточки.
Отдельно рассматриваются параметры для свёрл специальной конструкции. В свёрлах, выполненных в форму спирали, предусмотрены специальные широкие канавки. Они позволяют качественно удалять стружку во время резания. Для этого типа угол наклона спирали выбирается в 45°. При вершине он должен составлять 120-140°. Изменение его параметров зависит от твёрдости заготовки, в которой планируется изготовить отверстие.
При выборе угла заточки следует учитывать конструктивные особенности изделия. К ним относятся:
- Величина переднего угла. Он измеряется между касательной к передней поверхности режущего края в рассматриваемой точке и нормалью, проведенной к этой точке от поверхности вращения сверла вокруг своей оси.
- Значение заднего угла. Он находится между касательной к задней поверхности в рассматриваемой точке и касательной к этой же точке;
- Размер ленточки. По этим термином понимают расстояние между передней и задней плоскостями заточки.
Правильный выбор этих параметров определяет не только правильность заточки сверла, но и качество будущего отверстия.
Углы для разных материалов
В установленных стандартах приведены параметры наконечника для разных материалов. Основополагающими параметрами считаются:
- Угол заточки сверла для стали зависит от марки стали, из которой изготовлена заготовка. Для обычной и низколегированной стали рекомендуется производить обработку под углом в интервале от 116 до 118 угловых градусов. Допустимое отклонение от указанного параметра составляет ± 2 градуса. Инструменты с такими параметрами применяются при для изготовления отверстий в деталях из чугуна. Более прочная сталь обрабатываться инструментом, угол которого равен 130 или 140 градусов.
- Такие же значения применяются при сверлении высоколегированных металлов, твёрдых марок стали. Обладая углом в 140 градусов сверло уверенно производит отверстие в тонколистовом металле. Оно применяется для одинарного листа или целого пакета.
- Для титана и его сплавов угол заточки варьируется от 90° до 120° в зависимости от добавок и присадок.
- Для мягких и лёгких металлов угол заточки выбирают в интервале от 120 до 130 угловых градусов. Разрешённый допуск составляет ± 3 угловых градуса. Такое значение угла применяется к заготовкам из алюминия, мягких сплавов и латуни. Данный угол подходит для сверления меди.
- Угол заточки сверла по дереву или пластмассы составляет 90-100°.
- Сверление различного вида пластмасс, органического стекла и эбонита целесообразно производить острым инструментом с углом в 50° или 90°. Чем плотнее материал, тем параметр должен быть больше.
Если заточка сверла была произведена неправильно (его угол не соответствует установленным нормам) это приведет к сильному нагреву и даже перегреву. Нарушение температурного режима может закончиться механическим повреждением инструмента и деформации отверстия. Допущенные ошибки в процессе восстановления параметров инструмента становятся основной причиной нарушения технологического процесса и как следствие невыполнения требований к отверстию.
Критерии выбора
Не секрет, что сверла – это дорогие инструменты. Поэтому к выбору подобного оборудования следует подходить ответственно, внимательно изучая технические характеристики. Такой подход позволит сразу выбрать в магазине нужную модель.
Определением основных стандартов изделий для сверления материалов занимается ГОСТ. В документе прописаны главные требования относительно того, какими могут быть сверла и из чего их необходимо изготавливать. Так, в ГОСТе указано, что для создания подобного инструмента необходимо использовать легированную сталь повышенной прочности. Само оборудование должно подходить под следующие характеристики:
- диаметр отверстия: от 5 до 80 мм;
- длина конуса: от 58 до 85 мм;
- габариты хвостика: 6-12 мм в диаметре.
Перечисленные показатели считаются основными
Они определены стандартами, поэтому при выборе подходящего инструмента рекомендуется уделять им особое внимание. Кроме ключевых характеристик, также следует учесть дополнительные, с помощью которых можно провести оценку качества изделия
Маркировка
У каждого выпущенного изделия имеется собственная маркировка. С ее помощью покупатель может узнать о типе стали, которая была использована при изготовлении конкретной модели сверла. Наиболее надежными считаются агрегаты с маркировкой HSS. Подобными сверлами обрабатывают различные материалы. Преимущество инструментов заключается в том, что они обеспечивают высокую скорость сверления, а их насадка при повышении температуры не деформируется.
Если для повышения износостойкости сверла производитель использовал сплав, то это также отображается в маркировке. Делается это с помощью нанесения дополнительных буквенных значений, которые позволяют определить состав сплава:
- Co – кобальт;
- Ti – титан;
- N – азот;
- M – молибден.
Размеры
Прежде чем покупать изделие, следует определиться с тем, какого диаметра отверстия планируется сверлить. Именно с помощью этого показателя получится уточнить размер будущей насадки.
Определить, для каких диаметров подходит сверло, можно из его названия. Оно прописано на этикетке, поэтому никаких трудностей с поиском и расшифровкой наименования не возникнет. Так, если на этикетке написано «Сверло ступенчатое 8-34 мм», нетрудно догадаться, что с его помощью можно высверливать отверстия диаметром от 8 до 34 мм.
Цвет
Ступенчатые сверла бывают разных цветов. Все модели можно поделить на следующие категории, если рассматривать классификацию по цвету инструмента.
- Серый. В этом случае можно догадаться, что сверло выполнено из стали. При этом инструмент не подвергался дополнительной обработке, что говорит о невысокой прочности. Подобные насадки стоят недорого, подходят преимущественно для домашнего пользования.
- Черный. Демонстрирует наличие закалки инструмента перегретым паром. Качество такого изделия выше, но и стоимость заметно отличается.
- Темно-золотистый. Такого оттенка удается добиться при проведении высокотемпературного отпуска стали. Процедура направлена на удаление лишнего напряжения в металле, что позволяет повысить прочностные характеристики изделия.
- Ярко-золотой. Поверхность инструмента покрыта износостойким материалом, состав которого включает нитрид натрия. Такие сверла считаются самыми прочными и самыми дорогими на рынке строительных материалов.
Последний тип изделий предназначен исключительно для профессионального использования, где речь идет о необходимости изготовления большого количества отверстий.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Сверла для нержавеющей стали.
Разнообразие сверлильного оборудования на сегодняшний день может поставить в тупик даже опытных специалистов.
Самыми распространенными являются кобальтовые сверла. Их название указывает на наличие кобальта в химическом составе сплава. Сверло по нержавеющей стали относится к изделиям из быстрорежущей стали. Повышение процентного содержания кобальта увеличивает красностойкость, сплав сохранят свои свойства после нагрева до температур красного каления. К ним относят инструментальную сталь Р6М5К5, основной материал для изготовления режущего инструмента для нержавейки на отечественных и зарубежных рынках.
Помимо материала важна сама конструкция сверла. Самые дорогие и качественные из них изготавливают при помощи технологии, когда канавки формируют на шлифовальных станках. Отсутствие деформационных напряжений делает их более крепким и расширяет режимные параметры сверления. Такие канавки не имеют микроскопических заусениц и упрощают выход стружки, предотвращая залипание бороздок. Угол затачивания сверла должен быть 135 градусов. Это приводит к снижению нагрузки.
Как выбрать ступенчатое сверло?
Сделать правильный выбор выше рассмотренного инструмента не получится, если своевременно не ознакомиться с его основными техническими характеристиками.
Во-первых, не последнюю роль при выборе сыграет цвет изделия, и это не эстетическая прихоть.
Серо-стальной цвет расскажет о том, что сталь, из которой выполнен инструмент, не подвергалась надлежащей обработке. Исходя из этого, можно и засомневаться в его качестве.
Инструмент из стали черного цвета – материал обрабатывался горячим паром, за счет которого происходит упрочнение стали.
Подобная технология обработки будет на руку мастеру.
Сталь золотистого цвета является признаком снятия внутреннего напряжения металла, работать таким инструментом будет в удовольствие.
Изделие для сверления металла с ярко-золотистым оттенком имеет износостойкий поверхностный слой, в качестве которого используется нитрид титана. Цена на такие сверла выше, но и эксплуатируются они намного дольше.
Технические характеристики стали и маркировка. Нет смысла рассматривать все существующие виды сталей, из которых могут изготавливаться ступенчатые сверла, так как их много.
Поэтому рекомендуется выбирать инструмент по металлу с маркировкой HSS – изделие предназначено для высокоскоростного сверления, при этом исключается деформирование металла при нагреве.
Диаметр рабочих порогов, начинающего и финального. С этими параметрами нужно определиться сразу, так как средняя цена на инструмент составляет примерно 2500 руб.
Производитель и стоимость ступенчатых приспособлений.
Особого внимания можно не уделять первому факту, так как покупать инструмент лучше из определенной стали, которая должна соответствовать стандартам ГОСТ.
Тем мастерам, которые привыкли покупать дорогие и проверенные вещи, можно порекомендовать изделия бренда TOP CRAFT.
Возможность заточить. По мнению специалистов, инструмент без возможности заточки может дольше прослужить, если не вмешиваться, а если необходимость заточки существует, сверло также будет служить долго.
В данном случае выбор можно сделать, не руководствуясь ничьими советами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.


