Содержание:
- Другие виды пайки
- Разогрев и выбор температуры
- Выбор флюсов и припоев
- Составы и дополнительные инструменты
- Особенности пайки
- Правила проведения паяльных работ
- Важные советы
- Особенности
- Пайка
- Правила сушки
- Другие приспособления и материалы
- Что такое пайка?
- Припои
- Что такое пайка и в чем суть процесса
- Что такое припой, разновидности припоев
- Практика – основа мастерства
- Как паять ручным паяльником — пошаговый процесс
- Паяльники
- Виды паяльников
- Ошибка №7 Чистка жала.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.
Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Составы и дополнительные инструменты
Необходимо приобрести еще несколько вспомогательных материалов. В это список входит:
- Припой, о котором уже упоминалось вскользь. Для соединения медных проводов оптимальны оловянно-свинцовые припои ПОС-40, ПОС-50 либо ПОС-60, где цифры — процент содержания олова, так как свинец добавляют только для удешевления. Для пайки алюминиевых контактов — сплавы на основе цинка: ЦА-15 (цинк + алюминий), марки А (цинк, медь, олово), ЦО-12, П250А (цинк +олово).
- Флюс. Он используется для очистки проводов от различных загрязнений, а также от оксидной (окисной) пленки. Цель флюса — обеспечение хорошей адгезии (сцепления) припоя с поверхностью. Чаще в этой роли используют канифоль или смеси с ней (глицерин, спирт, цинк): например, ЛТИ-120. Для серебра, нержавеющей стали применяют кислотные (активные) флюсы, но их остатки необходимо смывать спиртом.
Есть еще паяльные пасты, в составе их два главных компонента — припой и флюс. Смесь наносят на деталь, затем ее прогревают жалом паяльника. Цель использования — пайка в труднодоступных местах, при поверхностном монтаже SMD компонентов.
Для нормальной работы с паяльником потребуется:
- подставка, которая имеет две металлические опоры — для корпуса и рукоятки;
- напильник для заточки или очистки жала;
- миниатюрные пассатижи либо пинцет с термоусадочной трубкой — для удерживания быстро и сильно нагревающихся проводов;
- спирт для удаления остатков флюса, тряпка для снятия припоя;
- наждачная бумага (надфиль) для очистки проводников;
- термоусадочные трубки разных диаметров и/либо изолента для проводников.
Особенности пайки
Они есть, если использовать другие составы и более сложные провода.
- Операция с флюсом. В случае активной смеси провода предварительно не очищают от оксидной пленки, ее «съест» кислота. Их смазывают флюсом, затем нагревают паяльником, на который берут небольшое количество припоя. В последующих действиях различий с «неувядаемой классикой» почти нет, если не считать протирания мест пайки ваткой со спиртом. Простая операция уничтожит остатки агрессивного состава.
- Многожильные проводники. Здесь перед лужением все элементы раскручивают, чтобы была возможность погрузить их в канифоль. При нанесении припоя очень внимательно следят за всеми проводками, так как на каждом обязан быть его тонкий слой. Перед пайкой их снова скручивают вместе, а затем действуют описанным выше способом.
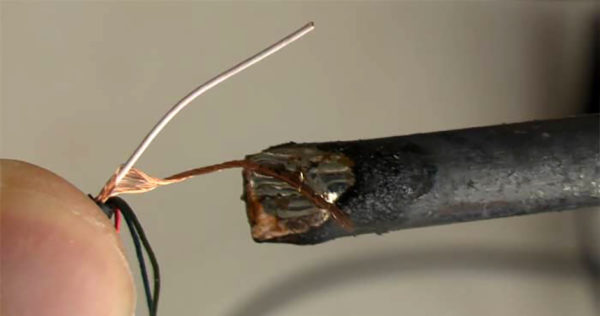
- Союз меди и алюминия. Их в одну телегу впрячь не можно: в этом случае пайка невозможна. Причина — «несовместимость характеров»: разная степень теплопроводности, электропроводности. Этот союз неизбежно приведет к расставанию — нарушению контакта. Выход есть. Он, самый надежный и простой, показан на фото.
У любого человека может возникнуть необходимость в подобной операции. Ответы на вопросы о том, как пользоваться паяльником и как правильно паять провода, несложны для понимания. Все, что нужно для успеха — хороший инструмент, качественные материалы и то, что скоро придет, — опыт, который нужно «нажить».
Как происходит весь процесс «live», можно посмотреть в этом видеоролике:
Правила проведения паяльных работ
Прежде чем знать, как правильно пользоваться паяльником, необходимо все работы проводить в проветриваемом помещении, а если нет возможности проветривания, то оборудуйте место с сильной вентиляционной вытяжкой. Далее рабочая подготовка паяльника предусматривает зачистку металлической поверхности при помощи наждачной бумаги. Места грязи и дефектные участки обрабатываем напильником или усиленной наждачной бумагой. После этого берём небольшую кисточку и аккуратно намазываем кислотой повреждённые участки. После этого наносим припой на поверхность, который должен иметь жидкообразную форму.
Процесс пайки кислотой
В целом жидкий припой обеспечивает защиту обрабатываемой части поверхности, при кипении готовый кислотный флюс выходит на рабочую поверхность. Когда застынет припой, места обработки надёжно и полностью герметично фиксируются. Работа с паяльником предусматривает использование мощного прибора или фиксация при помощи открытого огня. При необходимости, можно использовать иные источники тепла, которые можно адаптировать с другими материалами металлической поверхности.
Особенности проведения пайки
Перед началом работы, необходимо подготовить место и инструменты, которые вы будете использовать для пайки. Ниже предлагаем вам информацию что нужно для пайки паяльником список, где указаны основные моменты предстоящей работы:
- Используйте паяльники с низковольтным напряжением, желательно 24В или 12В, и даже 6 В.
- Все паяльники должны быть заземлены, даже если это низковольтный прибор.
- Перед процессом пайки обязательно прогреваем плат специальным феном, а большеразмерные предметы над источником тепла.
- Тело специалиста также должно быть заземлено. Для этого используйте специальные заземляющие браслеты.
- Для миниатюрных плат не используйте кислоту, применяйте канифоль.
- Все работы проводите в специальной защитной маски или в очках-бинокулярах, для мелких работ.
- При необходимости дайте материалу остыть, чтобы продолжить технологический процесс пайки.
- В некоторые случаях используйте спирт для очистки поверхности.
- По окончании работы просушите поверхность обрабатываемого изделия.
- Используйте только проверенные компоненты для того, чтобы вы могли эффективно решить задачу – как правильно паять паяльником с кислотой латунь, медь, олово или другой металл.
Помещение обязательно нужно проветрить, используйте вентиляционные устройства и прочие технологические приборы. Все кислотные вещества необходимо хранить в специальных тарах. В качестве посуды используйте только такие основы:
- Стекло.
- Керамика.
- Фарфор.
- Фторопласт.
Такой материал посуды не контактирует с кислотой и не будет повреждений в рабочем процессе и в результате хранения кислоты в дальнейшем.
Инструменты и материалы для работы
Чтобы правильно подготовиться к паяльным работам, необходимо заранее подготовить инструменты и материалы, которые включают примерный список:
- Паяльник.
- Кислота.
- Подставка для паяльника.
- Пассатижи.
- Технический пинцет.
- Нож с тонким лезвием (можно канцелярский).
- Оловоотсос или специальная медная плётка.
Процесс пайки также имеет ряд последовательностей, которые необходимо соблюдать мастеру, в частности:
- Производим зачистку места проведения пайки дол блеска.
- Кисточкой обрабатываем место будущего припоя, аккуратно смазываем места, предотвращая попадания на руки кислоты.
- Плотно сжимаем обрабатываемые части.
- Обрабатываем место пайки при помощи паяльником, используем дополнительный источник тепла при необходимости.
- Даём остыть материалу.
- Очищаем поверхность от излишков.
Работы с паяльником можно осуществлять самостоятельно, как и приготавливать кислоту. Во время работы обязательно соблюдаем нормы и требования техники безопасности при работе с химическими компонентами, а также соблюдаем требования пожарной и электробезопасности. Несмотря на это, кислота для пайки остаётся популярной в среде специалистов. Учитывая химическую природу вещества, по окончание работы обязательно проветрите помещение и тщательно вымойте руки с мылом. Особые свойства кислоты позволяют качественно и эффективно устранять дефекты на различных металлах, которые присутствуют в нашей обыденной жизни.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Особенности
Припаять штекер к наушникам, соединить тонкие провода, заменить светодиод в фонарике под силу каждому, и все это – пайка радиодеталей. При такой работе нужно учитывать некоторые моменты.
Главное требование при работе с мелкими радиоэлементами – не допустить их перегрева. Поэтому паяльник должен соприкасаться с деталью не более трех секунд (а часто и того меньше). Особенно это касается паяния микроэлектроники и полупроводниковых устройств.
Другая особенность – мелкие детали тяжело удерживать, поэтому для работы обязательно понадобиться пинцет. Для тех, кто паяет много и часто, пригодится специальный штатив с зажимами («Третья рука»).
Понадобятся и другие вспомогательные инструменты:
- шприц для отсоса лишнего припоя с платы;
- жидкость для снятия лака с печатных плат;
- ватная палочка;
- лупа.
Все это нужно подготовить заранее. А сейчас поговорим про выбор нагревателя.
Пайка
Теперь о том, как пользоваться паяльником по прямому назначению: как правильно паять провода. Сам процесс прост, но для лучшего результата необходимо познакомиться с несколькими условиями. После включения бытового инструмента в сеть, обычно ждут около 5 минут, за этот период он нагревается до оптимальной температуры, позволяющей канифоли закипеть, а расплаву стать однородным.
Нормой считают температуру в 240-280°. При недостаточном нагреве флюс только слегка размягчится, а олово чуть-чуть оплавится. Припой в таком состоянии использовать нельзя. Перегрев тоже приведет к «катастрофе»: флюс будет шипеть и плеваться, а расплав потеряет пластичность. В такой ситуации паяльник отключают от сети, дают ему время на охлаждение.
Лужение

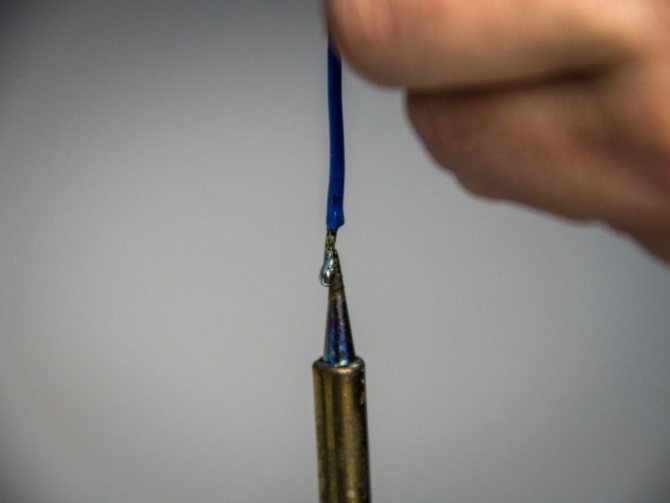
Когда достигнута температура плавления канифоли, зачищенную, подготовленную часть проводника укладывают на кусок, затем нагревают паяльником до тех пор, пока весь провод не погрузится в канифоль полностью. После этого на жало берут каплю припоя, быстро распределяют его по проводу, который немного поворачивают. «Готовый» медный проводник избавляется от «предательской» красноты — становится серебристым. Аналогичным образом поступают со всеми деталями, предназначенными для пайки.
Основная работа
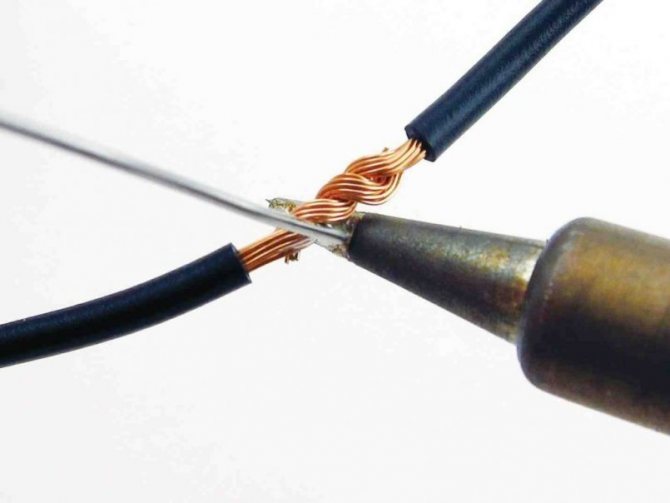
Подготовленные проводники плотно соединяют. В некоторых случаях целесообразнее делать скрутку. Взяв на жало припой, его с небольшим усилием прижимают к проводам, которые рукой удерживают вместе. Когда растекшийся припой покрывает все место соединения, операцию считают успешно завершенной, однако паяльник не убирают, дожидаясь остывания припоя. Для ускорения этого процесса, который занимает всего 3-4 секунды, на него рекомендуют дуть. Если толщина припоя не устраивает, то жалом переносят еще одну каплю.

Последний этап — изоляция места соединения. После того как проводники остыли, на них наматывают изоленту. Кто хочет большей надежности, те надевают термоусадочную трубку, которую потом разогревают. Если работы касались электропроводки, то используют комбинированную защиту — сразу оба варианта: после наматывания ленты на нее надевают термоусадку.
Скрутка
Для обеспечения большей надежности соединения рекомендуют предварительно скручивать концы проводников. Расплав наносят таким образом, чтобы он попадал в зазоры между ними. Пайку деталей встык не приветствуют по понятным причинам: такое соединение не может похвастаться прочностью. Если надо припаять провод к середине другого, то конец первого обматывают вокруг второго, крайний случай при недостаточной длине — формирование петли.

Правила сушки
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Другие приспособления и материалы
Процесс паяния микрочипов и радиодеталей подразумевает наличие не только паяльника, но и дополнительного оборудования.
Можно также приобрести:
- флюс для защиты поверхности металла от образования окислительной пленки;
- проволоку припоя для выполнения процесса паяния, толщина которой – 0,5-1 мм;
- набор сменных насадок (жал) различных форм и размеров;
- увеличительное стекло с держателем или очки-лупу, увеличивающие в 10-20 крат;
- бинокулярный стереоскопический микроскоп с длинным фокусом и подсветкой рабочей области;
- держатель-подставку, куда можно положить разогретый в процессе работы паяльник;
- специальный антистатический коврик и браслет для защиты микросхем от действия статического электричества;
- влажную ткань или специальное приспособление для очистки жала паяльника от нагара;
- металлическую плетенку для удаления лишнего количества припоя;
- шприц для удаления остатков припоя, оставшихся от демонтажа старого микрочипа и для переноса припоя во время работы в область паяния;
- пинцет для удерживания миниатюрных микросхем;
- органический растворитель либо этиловый спирт для удаления заводского защитного лака на микросхеме, а также для удаления остатков флюса после выполнения работы;
- небольшую кисточку для нанесения жидких составов.
Что такое пайка?
Пайка своими руками в домашних условиях сводится к следующим технологическим операциям:
- Паяемые поверхности очищают от загрязнений, коррозионных корок и т.п.
- Зачищают до блеска, т.е. до отсутствия видимых следов окислов;
- Покрывают флюсом – веществом, удаляющим остатки окисла и не допускающим окисления поверхностей в дальнейшем процессе. Для флюсовки под лужение предпочтительно использовать не жидкие или твердые флюсы, а флюс-пасты;
- Затем поверхности лудят – наносят на них расплавленный припой (специально предназначенный для пайки сплав), он при этом растекается тонкой пленкой и химически соединяется с основным металлом;
- Детали предварительно соединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и пр.
- Наносят еще флюс, чтобы не допустить окисления припоя под нагревом;
- Наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества;
- Если пайка велась паяльником с луженым жалом (см. ниже), по ее окончании его очищают и покрывают неактивным флюсом. Чтобы пайки были качественными, обычный паяльник должен храниться с зафлюсованным жалом!
Далее мы рассмотрим подробнее операции ключевые, на которые следует обратить особое внимание, чтобы научиться паять как следует
Зачистка
Зачистка после очистки – первая каверзная операция пайки. Использование для нее абразивов недопустимо! Их мельчайшие частички, въевшиеся в металл, полностью удалить невозможно. Впоследствии они становятся очагами процессов, разрушающих спай.
Зачищают поверхности под пайку надфилем, напильником, шаберным инструментом (разные виды скребков) или просто ножом. Но лучше всего, особенно если готовятся для пайки токоведущие провода, сразу покрыть их активированным флюсом (см. далее), а после пайки тщательно удалить его остатки. Это удобно делать зубной щеткой, смоченной спиртом.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.
Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.
Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.
Что такое припой, разновидности припоев
Припой является смесью металлов. Главная задача: получение максимальной прочности и электропроводность при минимальных затратах. Чаще приходится работать с оловянно-свинцовыми припоями, но для пайки алюминия применяются и цинковые. Показатель температуры плавления последних выше, и это один из критериев, по которому принято вести различие:
- Особолегкоплавкие – показатель температуры плавления ниже 145 градусов Цельсия.
- Легкоплавкие – показатель температуры плавления выше 145 градусов Цельсия, но ниже 450.
- Среднеплавкие – показатель температуры плавления выше 450 градусов Цельсия, но ниже 1100.
- Высокоплавкие – показатель температуры плавления выше 1100 градусов Цельсия, но ниже 1850.
- У тугоплавких припоев показатель температуры плавления выше 1850 градусов Цельсия.
Применять горелку приходится уже в верхней части третьей группы: показатель температуры плавления высок, чтобы её взял паяльник. Добавим, что удельная электропроводность олова выше, нежели у свинца, по этой причине составы с большим содержанием металла для солдатиков дороже. Но это не единственная причина
При лужении кастрюль важно выдержать условия безвредности для человека. Понятно, что о свинце в рассматриваемом случае речи идти не может

Пайка мелких деталей
Процент содержания более дорогих металлов обычно фигурирует в названии марки. К примеру, в ПОС (припой оловянно-свинцовый) это возможно 10, 60 либо 90%. В состав часто входит сурьма. Её процент обычно стоит после тире, к примеру, ПОССу 40-0,5. Сурьму добавляют, как и многие прочие примеси, для улучшения качеств припоя. В частности, она уменьшает окисление расплава, что приводит к качественному внешнему виду, и нет надобности защищать лаком стык. Сурьма увеличивает теплостойкость соединения до температуры выше 100 градусов Цельсия.
В Европе сейчас вводится запрет на свинцовосодержащие припои. Их заменяют на серебряные, хотя повышается показатель температуры плавления. И возрастает стоимость, конечно же. Но не нужно думать, что высокая цена означает непременное качество. Олово дорогое, но экспедиция Скотта к Южному полюсу погибла из-за оловянной чумы в 1912 г. Уже при температуре четыре градуса Цельсия возможны негативные изменения, но с понижением процесс усугубляется. Представьте, что творится с чистым оловом на морозе.
Процесс чумы досконально никто объяснить не может. Считается, что олово нужно заразить, и тогда швы припоя осыпаются. Экспедиция Скотта взяла бочки горючего, паянные чистейшим металлом. Были проведены исследования, и установлено, что добавление небольшого процента свинца блокирует развитие чумы. Даже ПОС 90 не боится морозов, но стоит дорого, а в технике часто используется ПОС 40 и ниже, несмотря на его относительно низкую электропроводность.
Кроме перечисленных, местами применяются медные припои. Их показатель температуры плавления сравнительно высок, приходится применять горелку. В подобном случае на поверхность обычно насыпают (реже пользуются жидким) флюс для зачистки. Потом все зависит от характера задачи. К примеру, для пайки наконечника кабеля первый зажимается в тиски колбой вверх, а внутрь насыпается крошка из припоя. Все это греется горелкой. Потом кабель вставляется внутрь, а наружная изоляция оплавляется. Место рекомендуется охлаждать принудительно, к примеру, обдувом.
Практика – основа мастерства
Она начинается с усидчивости. Не всё быстро можно припаять. Поэтому ниже советы, как правильно паять провода, а потом уже переходить к золоту или серебру.
-
Отвертки изолированные-диэлектрические до 1000В — советы как выбрать лучшего производителя
-
Диэлектрический изолированный инструмент для работы — какой лучше выбрать? Обзор производителей, фото + видео
-
Как сделать антенну для радио FM своими руками — простая инструкция по изготовлению самодельной антенны с фото и описанием

Речь будем вести лишь о медных проводах или залуженных на заводами контактах деталей.
Счистить с жил прежнее олово. Если берете чистый провод, все равно с него нужно соскрести покрытие; если они в пучке, то на каждой нитке.

Обязательное обезжиривание жала и деталей для спайки.

Снова расплавьте олово и наберите капельку на кончик жала, коснитесь спаиваемых деталей.
-
Как самостоятельно сделать и подключить терморегулятор: принцип работы, инструкция, схема + фото лучших самодельных терморегуляторов
-
Для чего нужные диэлектрические перчатки — подробный обзор лучших вариантов
-
Как работает датчик температуры для теплого пола: инструкция, схема, виды, общий обзор от мастера + фото

Горячий сплав по закону диффузии растечется по проволочкам. Отняв жало секунд на 5-10, дайте застыть верхней части и переверните их и так же пропаяйте с обратной стороны. Это коротко, как залудить провода паяльником.

Как паять ручным паяльником — пошаговый процесс
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Что нужно сделать, прежде чем паять ручным паяльником на чистых (не разу не паяных) контактах электронной платы? Все точки пайки требуется подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента.
Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.
Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.
Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.
Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.
Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.
В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.
Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.
Ошибка №7 Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.
Она выгорает
и оставляет несмываемые следы. Старые советские паяльники делались с
нагревательным элементом из нихромовой проволоки и медным жалом.
После такого
“загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями
данный фокус уже не пройдет.
У них
керамический нагревательный элемент и никелированное медное жало с напылением
для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или
напильником по такому жалу, то вы просто сотрете весь чудо состав.
После такой
обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
При частой
работе, жала у таких паяльников выгорают до такой степени, что через некоторое
время приходится покупать новые, либо целиком менять паяльник. У современных
моделей такой проблемы нет.
Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.
Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.
При выборе
паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на
порядок больше диаметра провода, иначе температура жала будет сильно падать при
контакте с проводом и прогреть место пайки не получится.
Наибольшее
распространение получили 4 вида из них:
отвертка
Для пайки
крупных компонентов.
скошенная кромка
Для переноса
припоя.
конус
Для средних
по размеру компонентов.
игла
Для работы с
мелкими деталями (SMD диоды).
У
качественных моделей в комплекте идет сразу несколько видов с разной формой.