Содержание:
- Как сваривать полипропиленовые трубы?
- Виды и назначение
- Режим пайки и его влияние на процесс
- Самые частые ошибки
- Нюансы при пайке труб полипропилена
- Особенности выбора другого оборудования
- Основные ошибки при пайке полипропиленовых труб
- Какими преимуществами обладают полипропиленовые трубы для горячей воды
- Общая информация
- Характеристики полипропилена
- Как паять трубы
- Что учитывается при выборе диаметра труб
- Сварка своими руками
- Гидравлические испытания
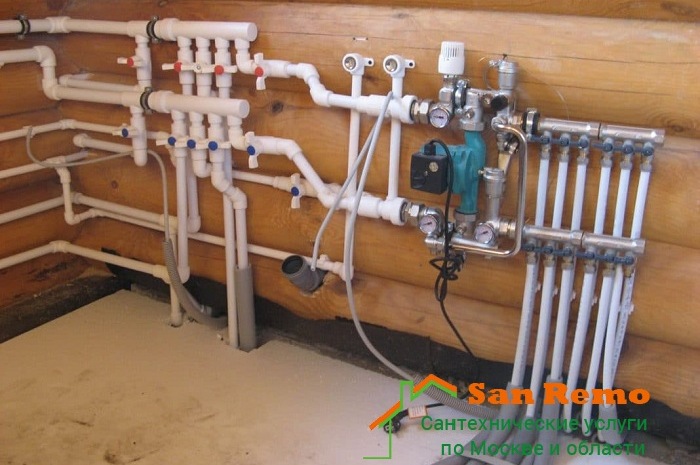
Как сваривать полипропиленовые трубы?
Пред началом работ надо заняться обрезкой труб, потом подготовить к сварке оборудование.
Разрезание труб
Первое, но не единственное, условие — качественный срез, поэтому лучше все-таки «разориться» и купить свой труборез, так как он в хозяйстве пригодится. Разрез должен быть строго вертикальным, иначе шов получится неидеальным.
Если трубы армированы фольгой, то после подготовки срез надо зачистить от «чужого» материала. Конец трубы вставляют в шейвер/торцеватель, затем ее/его несколько раз проворачивают. Таким способом снимают верхний или средний слой полипропилена вместе с «досадной помехой».
Второе обязательное требование — чистота соединяемых элементов. Фитинги и срезы тщательно обезжиривают спиртом, ацетоном или раствором моющего средства. Потом изделия сушат, на узких элементах карандашом или маркером делают метку — расстояние, на которое будет необходимо вдавить трубу в фитинг. После этого можно заняться оборудованием.
Подготовка паяльника
Сначала на нем фиксируют насадки такого же диаметра, как у соединяемых деталей. Подготовка зависит от вида оборудования.
- В платформу утюга вставляют шпильку, на которую с противоположных сторон надевают гильзу и дорн. Обе насадки затягивают гайками.
- В паяльнике-трубке насадки уже закреплены на пластине, поэтому ее надевают на сварочный аппарат, потом затягивают крепежный болт.
После фиксации насадок на терморегуляторе выставляют требуемую температуру (260°), затем включают прибор в сеть. При достижении нужного значения умное устройство подаст световой (на некоторых моделях звуковой) сигнал. Он означает, что можно приступать к работе.
Сварка ПП труб по этапам
Технология довольно проста, однако все без исключения советуют приобрести большее количество материала для тренировки, так как существует большой риск «первого блина комом». Получив даже минимальные навыки, его можно минимизировать, а грубых ошибок легко и вовсе избежать.
- После нагрева оборудования сначала в гильзу вставляют фитинг, поскольку у этих деталей чуть большая толщина стенок. Затем с минимальной задержкой в дорн помещают трубу. Однако оптимально действовать более оперативно: «с двух рук» одновременно.
- Элементы выдерживают в оборудовании определенное количество времени, потом быстро снимают с насадок и соединяют, вдавливая трубу точно до нарисованной отметки. Прокручивания исключены, но есть возможность быстро выровнять соединение по горизонтали.
- После стыковки нажим не ослабляют несколько секунд. По истечении этого времени элементы оставляют (откладывают в сторону) для остывания. Затем переходят к обработке следующей пары элементов.
Перед тем как заняться новым соединением, всегда проверяют насадки. На них не должно быть никаких остатков полипропилена. Удаляют их белой безворсовой тканью, так как оставленный пластик приведет к прилипанию следующего элемента. Царапины на тефлоновом покрытии появляются достаточно легко, поэтому для его очистки не рекомендуют использовать острые инструменты или абразивы.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки – шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) – снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки – торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
- Не очищают трубную оболочку стыкуемых деталей от грязи – данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.

Рис. 14 Как не нужно сваривать полипропиленовые трубы
Особенности выбора другого оборудования
Диаметры труб могут быть выбраны и по условиям гидравлического сопротивления для нетипично-большой длины трубопроводов, при которой возможен выход за технические характеристики насосов.
Но подобное может быть для производственных цехов, а в частном строительстве практически не встречается.
Трубопровод рассчитывается на максимальную мощность. Но система, если когда и будет работать в таком режиме, то не продолжительное время. При проектировании отопительного трубопровода можно принимать такие параметры, чтобы при максимуме нагрузки, скорость теплоносителя была и 0,7 м/с.
На практике скорость воды в трубах отопления задается насосом, который имеет 3 скорости вращения ротора.
Кроме того подаваемая мощность регулируется температурой теплоносителя и продолжительностью работы системы, а в каждой комнате может регулироваться путем отключения радиатора от системы с помощью термоголовки с нажимным клапаном.
Таким образом, диаметром трубопровода мы обеспечиваем нахождение скорости в пределах до 0,7 м при максимальной мощности, но система в основном будет работать с меньшей скорость движения жидкости.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, — протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, — для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, — к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Читайте так же:
Какими преимуществами обладают полипропиленовые трубы для горячей воды
Полипропиленовые трубы – выигрышный вариант в сравнении не только с металлическими трубами, но и с аналогичной продукцией из других полимеров.
Анализ характеристик и свойств полипропиленовых труб дал отличные результаты, позволяя нам говорить об их универсальности. Область применения таких труб достаточно широка, хотя наиболее часто полипропиленовые трубы используются при прокладке систем холодной и горячей воды.
Познакомимся с техническими характеристиками полипропиленовых труб для горячей воды:
-
способность к плавлению;
-
материал теряет свою форму и становится мягким при +140 °C;
-
плавление наступает при +175 °C;
-
высокая износоустойчивость;
-
относительная твердость.
Согласно данным фирм-производителей максимальная рабочая температура полипропиленовых труб для горячей воды составляет +95 °C. Следовательно, использование полипропилена возможно в любых системах горячего водоснабжения или отопления, так как температура теплоносителя в них, как правило, никогда не поднимается выше указанной величины.
Исключение составляют северные районы, где температура воды в системах может достигать или даже превышать +100 °C. Но и в этом случае с трубами ничего страшного не произойдет, потому что максимальная рабочая температура воды указывается с запасом.
Какими же преимуществами обладают полипропиленовые трубы для горячей воды?
-
Длительный срок эксплуатации – около 50 лет, связанный с высокой прочностью полипропиленовых труб и характерной для них химической стойкостью. Например, в отличие от металла, пластик не подвергается воздействию содержащихся в воде кислотно-щелочных веществ и абсолютно устойчив к коррозии.
-
Отсутствие засоров: гладкая внутренняя поверхность труб не подвержена образованию известковых и других отложений, а также скоплению грязи.
-
Низкая теплопроводность полипропилена сокращает потерю тепла при транспортировке воды.
-
Морозостойкость. В случае замерзания полипропиленовых труб они способны полностью восстановить первоначальную форму после оттаивания среды (см. далее текст про армированные полипропиленовые трубы для горячей воды).
-
Простота монтажа. Одно из важных достоинств полипропиленовых труб для горячей воды, позволяющее даже новичку самостоятельно справиться с организацией системы горячего водоснабжения, не обращаясь к мастеру.
-
Удобны в обслуживании, так как не требуют особого ухода. Необходимость в подкрашивании или профилактической прочистке возникает крайне редко.
-
Полипропиленовые трубы производятся из экологически чистого материала, который, вне зависимости от условий эксплуатации, нетоксичен, не причиняет вред окружающей среде и никак не влияет на теплоноситель (не меняет химический состав воды).
-
Полипропилен – довольно недорогой материал, что тоже является одним из важных качеств.
-
Не создают шума. По сравнению со стальными, трубы из полипропилена практически бесшумны. Такое свойство материала помогает создать более комфортную обстановку в помещении, что в некоторых случаях играет немаловажную роль.
-
Не теряют твердости при температуре до +140 °C. При нагреве выше этого значения структура полипропилена может становиться мягче, но при снижении температурной нагрузки материал полностью восстанавливается.
Армированные полипропиленовые трубы можно с уверенностью назвать самыми надежными, когда заходит речь о создании системы горячего водоснабжения
Причиной тому еще одно важное и полезное свойство полипропилена – он отлично выдерживает тепловое расширение, что позволяет скрывать коммуникации в стенах.. Читайте материал по теме: Преимущества полипропиленовых труб
Читайте материал по теме: Преимущества полипропиленовых труб
Общая информация
Температурный режим пайки трубных изделий из полипропилена напрямую зависит от применяемого полимера. На практике используются 4 типа материалов:
- PN10, применяемые для использования технических изделий при температурном режиме до +40 С;
- PN16 для использования при +60 С;
- PN20, используемые в водопроводе от +80 С до +95 С;
- PN25 для режимов эксплуатации свыше +95 С.
Помимо выдержки температурного режима, сварка полипропиленовых труб своими руками зависит от давления, которое способно выдержать трубное технических изделий конкретной маркировки.
Первый тип применяется при прокладывании техизделий, предназначенных для холодного водоснабжения. Трубные изделия с маркировкой PN20 считаются универсальными и предназначены для холодного и горячего водоснабжения, но при учете, что воздействие +95 С носит кратковременный характер. Если температура не соблюдается, то от ее действия они потеряют герметичность и деформируются.
Характеристики полипропилена
Отличительной особенностью полипропилена является то, что этот мягкий полимерный материал не переносит высоких температур жидкости, перемещающейся по трубопроводу. Так при 140 градусах поверхность труб, сделанных из него, теряет форму, прогибается, поскольку становится мягкой. А после повышения температуры до 175 градусов, материал начинает плавиться.
Но в жилых домах в отопительных системах теплоноситель никогда не бывает настолько горячим. Отсюда можно сделать вывод, что полипропиленовые трубопроводы вполне подходят для обустройства систем обогрева и горячего водоснабжения.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Что учитывается при выборе диаметра труб
Мощность теплогенератора. Она берется за основу и определяется индивидуально для каждого строения. На что ориентируется собственник, приобретая котел?
На совокупную площадь всех отапливаемых помещений. Именно это обязательно уточнит менеджер в точке продаж, если у покупателя возникнут вопросы по данному пункту.
Скорость теплоносителя. Если она менее 0,25 м/сек, то есть риск завоздушнивания системы, образования пробок на трассе. Превышение значения 1,5 чревато «шумами» в магистрали.
Это особенно ощутимо, когда трубы металлические, да еще и проложены открытым способом. Но в любом случае перемещение теплоносителя по трассе будет хорошо прослушиваться.
Практикой доказано, что для частного строения (с автономным отопительным контуром) следует ориентироваться на показатель в пределах от 0,3 до 0,7. Это оптимальное значение для любой системы.
Конфигурация контура. В частных домах при его монтаже, как правило (независимо от схемы), все «нитки» заводятся на коллектор. Каждая из них «нагружена» на определенное количество радиаторов.
Нет смысла приобретать трубы одного и того же диаметра для всех линий, если учесть, что чем больше сечение заготовки, тем выше цена 1 п.м.
Диаметр трубы. Наружный особой роли не играет, так как у изделий из различных материалов есть отличия в толщине стенки. Данный параметр свидетельствует лишь об удобстве крепления изделия. Внутренний диаметр – о пропускной способности трассы. Именно он и является определяющим.
Диаметры труб принято обозначать в дюймах. Для нас это непривычная (не метрическая) система, поэтому следует знать правила перевода величин. Соотношение дюйма к сантиметру – ½,54 (или 25,4 мм). Материал трубы – металлопластик, сталь, ПП, ПЭ.
Специфика строения. В первую очередь это относится к эффективности его теплоизоляции – из каких материалов она смонтирована, по какой методике и так далее.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.