Содержание:
- На постоянном токе
- Сварочные аппараты: классификация
- Инструменты и материалы
- Выбор основных элементов
- Схемы
- Изготовление трансформатора и дросселя
- Самодельный полуавтомат
- Преобразование тока
- Преимущества и недостатки прибора
- Настройка инвертора
- Что нужно для сборки инвертора
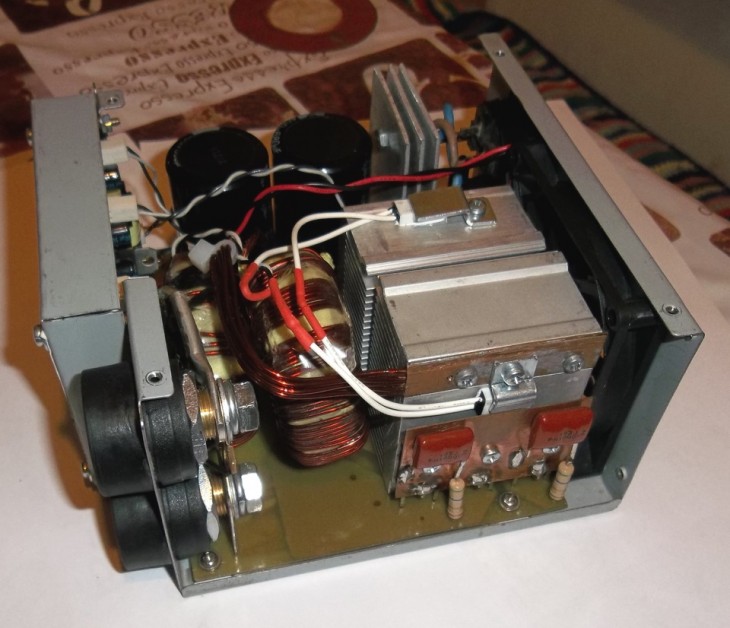
- Сборка силового блока
- Как устроен полуавтомат?
- Расчет выходных параметров
- Что требуется для сборки
- 2 Как выполнить обмотку сварочного трансформатора?
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Процесс доработки электрической схемы состоит из таких этапов:
Установите полупроводниковые элементы на радиаторы охлаждения.
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
- транзисторов;
- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Инструменты и материалы
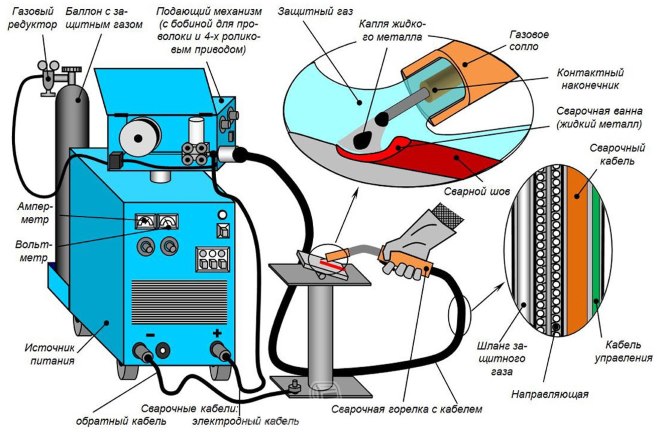
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.
Выбор основных элементов
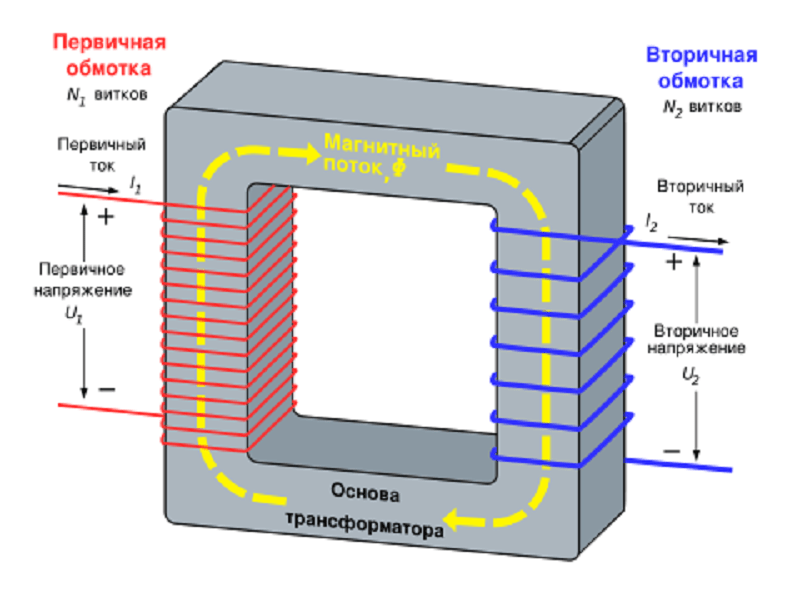
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Схемы
Одним из первых шагов изготовления инвертора – определение его рабочей схемы. Поскольку в интернете находится большое количество выбора, нет необходимости придумывать, что-то новое.
За основу будем продолжать использовать информацию об инверторе модели COLT1300, рабочая схема показана на рисунке 1:
Рис 1.
На рисунке 2 изображена схема блока управления процессами, проходящими в силовой части. У рассматриваемого типа аппарата схемы втиснуты на одну плату. Изменим это и блок управления сделаем на отдельной плате.
Рис.2
Разобьем основную схему на несколько частей и получим:
Силовая часть и драйверы транзисторов:
Источник питания силовой части:
Сварочный инвертор с шип контролером:
Блок питания инвертора:
Для изготовления электрических 4 плат, потребуется следующее:
- текстолит FR4 150×250мм (2мм);
- перманентный черный маркер;
- лимонная кислота и перекись водорода;
- флюс паяльный ЛТИ-120;
- сверло диаметром 1мм и 2мм;
В программе Dip Trace чертим силовую схему:
Преобразовываем в плату:
В конце получится рисунок:
Пример показан на более простой схеме. Скачать учебник для работы в Dip Trace можно на сайте Full-Chip.net. В нем последовательно описывается каждая операция для печати микросхем.
Полученное изображение макета надо распечатать на лазерном принтере, это обязательное условие, чернило, не даст нужный эффект:
Подготовим текстолит. Слегка зачистить мелкозернистой наждачной бумагой до яркой поверхности. Прикладываем к пластине напечатанный макет и сверху заворачиваем еще одним слоем газетной бумаги.
Прикладываем горячий утюг и ждем 15-20 секунд. Даем постепенно остыть, затем что бы легко было отдирать, замачиваем водой. Если на каком-то участке связь плохо пропечаталась, дорисовываем черным маркером.
Готовим ванну для травления платы. В раствор входит лимонная кислота, перекись водорода и вода. Емкость достаточного размера, чтобы плата могла полностью в нее войти
С этой смесью надо соблюдать осторожность, работать в резиновых перчатках. Размешивать только деревянными предметами, металлическими нельзя.
Дальше все это надо поставить в теплое место или в таз с теплой водой
Контролируя процесс можно увидеть, когда не окрашенный медный налет сойдет, тогда можно доставать деталь.
Высушиваем схему и снимаем наждачной бумагой маркер. Покрываем поверхность флюсом ЛТИ-120. Что бы ни дать окислятся дорожкам, их надо осторожно полудить до приятного блеска.
Итак, получаем две платы на силовую схему и блок управления.
Изготовление трансформатора и дросселя
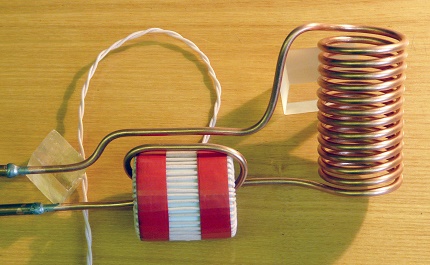
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.

Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Метод №1

Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки
Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Метод №2
Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат. Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить
В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Метод №3

Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Преобразование тока
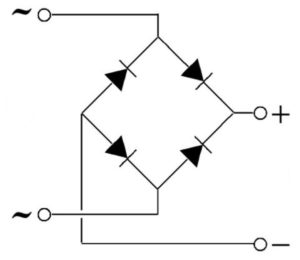
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Преимущества и недостатки прибора
“Плюсов” у вихревого индукционного нагревателя великое множество. Это простая для самостоятельного изготовления схема, повышенная надежность, высокий КПД, относительно низкие затраты на электроэнергию, длительный срок эксплуатации, малая вероятность возникновения поломок и т.п.
Производительность прибора может быть значительной, агрегаты этого типа успешно используются в металлургической промышленности. По скорости нагрева теплоносителя устройства этого типа уверенно соперничают с традиционными электрическими котлами, температура воды в системе быстро достигает необходимого уровня.
Во время функционирования индукционного котла нагреватель слегка вибрирует. Эта вибрация стряхивает со стенок металлической трубы известковый осадок и другие возможные загрязнения, поэтому в очистке такой прибор нуждается крайне редко. Конечно, отопительную систему следует защитить от этих загрязнений с помощью механического фильтра.
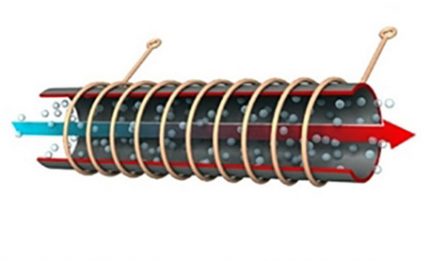
Индукционная катушка нагревает металл (трубу или куски проволоки), помещенные внутри нее, с помощью высокочастотных вихревых токов, контакт не обязателен
Постоянный контакт с водой сводит к минимуму и вероятность перегорания нагревателя, что является довольно частой проблемой для традиционных котлов с ТЭНами. Несмотря на вибрацию, котел работает исключительно тихо, дополнительная шумоизоляция в месте установки прибора не понадобится.
Еще индукционные котлы хороши тем, что они практически никогда не протекают, если только монтаж системы выполнен правильно. Это очень ценное качество для электрического отопления, так как исключает или значительно сокращает вероятность возникновения опасных ситуаций.
Отсутствие протечек обусловлено бесконтактным способом передачи тепловой энергии нагревателю. Теплоноситель с помощью описанной выше технологии можно разогреть чуть ли не до парообразного состояния.
Это обеспечивает достаточную тепловую конвекцию, чтобы стимулировать эффективное перемещение теплоносителя по трубам. В большинстве случаев отопительную систему не придется оборудовать циркуляционным насосом, хотя все зависит от особенностей и схемы конкретной системы отопления.
Иногда циркуляционный насос необходим. Установить прибор относительно несложно. Хотя для этого понадобятся некоторые навыки монтажа электроприборов и отопительных труб. Но есть у этого удобного и надежного прибора ряд недостатков, с которыми также следует считаться.
Например, котел греет не только теплоноситель, но и все окружающее его рабочее пространство. Нужно выделить для такого агрегата отдельное помещение и удалить из него все посторонние предметы. Для человека длительное пребывание в непосредственной близости от работающего котла также может быть небезопасным.

Для работы индукционным нагревателям необходим электроток. Как самоделки, так и оборудование заводского изготовления подключают к бытовой сети переменного тока
Для работы прибора необходима электроэнергия. В местностях, где свободный доступ к этому благу цивилизации отсутствует, индукционный котел будет бесполезен. Да и там, где наблюдаются частые перебои с электричеством, он продемонстрирует невысокую эффективность
При неосторожном обращении с прибором может произойти взрыв
Если перегреть теплоноситель, он превратится в пар. В результате давление в системе резко возрастет, чего трубы просто не выдержат, их разорвет. Поэтому для нормальной работы системы прибор следует снабдить как минимум манометром, а еще лучше – устройством аварийного отключения, терморегулятором и т.п.
Все это может заметно повысить стоимость самодельного индукционного котла. Хотя прибор и считается практически бесшумным, это не всегда так. Некоторые модели в силу разных причин могут все же издавать некоторые шумы. Для устройства, выполненного самостоятельно, вероятность такого исхода возрастает.
В конструкции как заводских, так и самодельных индукционных нагревателей практически нет изнашивающихся компонентов. Они долго служат и безупречно работают
Настройка инвертора
Настройку преобразователя будем проводить в диапазоне 20-85кГц:
- Даем нагрузку на обмотку понижающего трансформатора.
- Сравниваем вид сигнала с правильным рисунком
Разъяснения:
Ступенька смены полярности должна быть не меньше 1,2мкс.
Важно настраивать аппарат под нагрузкой для получения максимальных параметров собранного оборудования.
К выходам подключаем примерное сопротивление в 0,14Ом.
Дальше подключаем генератор, к диодному мосту рассчитывая фазы.
Питание должно быть 12-25В во вторичную обмотку силового трансформатора подключаем лампочку.
Регулируя частоту, добиваемся наиболее яркого горения дуги.
В случае поломки транзистора или диода придется производить замену сгоревшей детали.
Настройку провести заново.
Если выходные параметры не соответствуют требуемым, возможно причина в неправильной или некачественной обмотке трансформатора. Не соблюдены зазоры между обмоткой или плохая подкладка между слоями.
Напряжение на выходе стабилизаторов должно быть +15В и -15В.
На резисторе перед драйвером подключаем потенциометр регулятора тока на минимум.
Имитируем увеличение тока. На выходе, напряжение повышается до 5В. ШИМ-сигнал выдает частоту 30кГЦ.
При повышении тока, напряжение повышается, а сигнал частоты становится меньше. В конце. настройку проводить с инвертором. Настраиваем максимальный ток, затем с помощью потенциометра устанавливаем частоту ШИМ-сигнала равной 30кГц.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
https://youtube.com/watch?v=gdFLDqahzJ4
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Как устроен полуавтомат?
Перед началом работы с любой техникой первым делом нужно ознакомиться с его конструкцией.
В каждом полуавтомате находятся два блока: силовой и подающий.
Силовой блок представлен инвертором, который подает ток. Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Но для наших целей он не очень нужен. Подачу проволоки можно делать самостоятельно, однако это замедлит рабочий процесс и будет крайне неудобно.
Мы описали вам главные элементы аппарата, но этого недостаточно. Вам также понадобится заказать специальные детали, нужные для определенного типа инвертора, а также комплектующие (горелка, рукав, сопло и т.д.).
Расчет выходных параметров
Перед началом сборки самодельного сварочного аппарата в первую очередь следует рассчитать его рабочую мощность, определяемую как произведение выходного напряжения на силы тока, формирующего дугу.
Не нужно путать этот параметр с потребляемой аппаратом мощностью, касающейся питающей сети, к которой подключён инвертор. Так, для нагрузочного тока в 160 Ампер, получаемого при выходном напряжении 24 Вольта мощность будет соответствовать показателю 3840 Ватт.
С учётом коэффициента полезного действия, составляющего в среднем 85%, необходимый показатель увеличится до 4517 Ватт.
Исходя из полученного показателя мощности, легко определяется сила тока в цепях коммутации транзисторов самодельного сварочного аппарата. Для её вычисления необходимо разделить этот показатель на сетевое напряжение: 4517/220 = 20 Ампер.
При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
Во избежание перегрева этих элементов инверторной схемы, используемые в ней транзисторы должны подбираться с некоторым запасом по току и предельному температурному показателю.
В процессе эксплуатации самодельного оборудования выбор режима сварки должен производиться с учётом предельных характеристик собранного своими руками аппарата.
Что требуется для сборки
Большинство комплектующих деталей и изделий, используемых при изготовлении инверторного сварочного аппарата своими руками, имеются в свободной продаже, и при желании их может купить.
Одновременно с этим понятно, что в домашних условиях можно собрать лишь простой сварочный аппарат, обладающий, тем не менее, вполне приемлемыми техническими характеристиками.
Главное – это правильно выбрать вариант самодельного инверторного устройства, исходя из заданной мощности и условий его эксплуатации. Учёт всех перечисленных факторов позволяет разработать и собрать недорогой и компактный преобразователь импульсного типа.
Необходимо грамотно рассчитать выходные параметры самодельного сварочного аппарата, позволяющие получать требуемое качество электрической дуги и надежное шовное соединение.
Должное внимание следует уделить и выбору оптимальной схемы самодельного аппарата, включающего в свой состав блок управления выходными параметрами. И, наконец, следует побеспокоиться о комплекте вспомогательного оборудования, без которого электронный прибор не сможет выполнять свои функции
И, наконец, следует побеспокоиться о комплекте вспомогательного оборудования, без которого электронный прибор не сможет выполнять свои функции.
2 Как выполнить обмотку сварочного трансформатора?
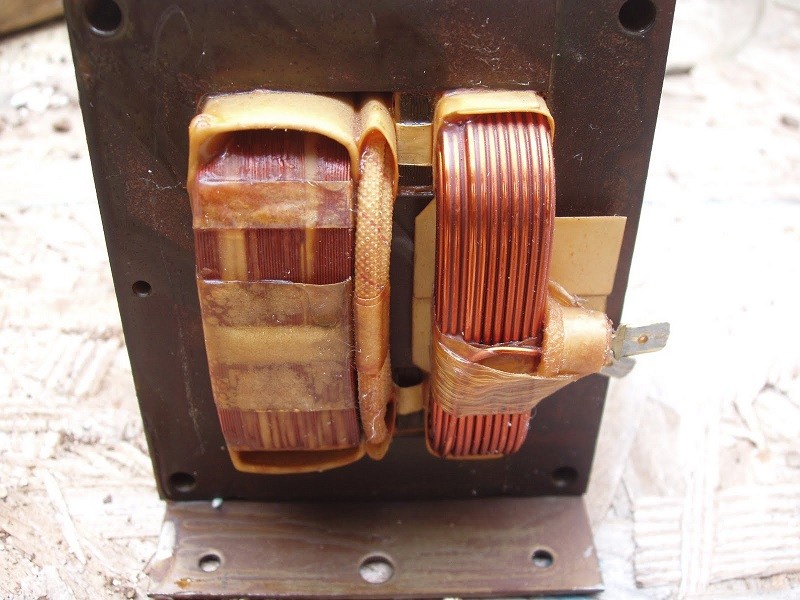
Обмотку можно делать из ПЭВ-провода с большим числом отдельных жил общим сечением около 0,7 миллиметра. Данный вариант простой, но не самый лучший. Дело в том, что между жилами имеются воздушные зазоры, которые снижают площадь сечения примерно на треть. Подобной проблемы не наблюдается тогда, когда намотка осуществляется при помощи жестяных медных полосок толщиной порядка 0,3 миллиметров.
Применять следует именно тонкие полоски, чтобы избежать так называемого «эффекта Skin». При появлении этого эффекта образуется чрезмерный нагрев трансформаторного устройства и выход его из строя из-за того, что большие по толщине полосы сформируют такую сердцевину, которая просто-напросто не будет функционировать. Термопрослойку лучше всего изготавливать из бумаги, закладываемой в ксерокс, либо из той, которая используется на кассовых установках.
Второй вариант предпочтительнее, так как «кассовая» бумага имеет большую длину, что упрощает ее намотку. Кроме того, она не рвется за счет своих достаточно высоких механических свойств. Выполнять вторичную обмотку желательно также из медных полосок. Друг от друга их обычно отделяют при помощи прослойки из фторопласта. После намотки «вторички» не забудьте уложить термическую прослойку (опять же таки из указанной выше бумаги).
Трансформаторное устройство, которое во время использования инвертора будет активно нагреваться, следует в обязательном порядке оснастить вентиляторами. Подойдут 0,15-амперные кулеры, которые стоят в старых компьютерах. При желании разрешается взять и более мощные охлаждающие механизмы, но только в том случае, если вы думаете применять инвертор очень активно.