Содержание:
- Проверка станка на работоспособность и доводка
- Как купить Листогибы
- Выбираем ручной листогиб
- Принципы выбора и эксплуатации листогиба
- Обслуживание и техника безопасности
- Ручной листогиб ЭДЕЛЬВЕЙС
- Подготовка к работе
- Роликовые листогибы
- Какие виды ручных листогибов бывают
- Листогиб своими руками
- По производителю
- Полезная информация
- Листогибы делятся на несколько типов:
- Как купить Листогибы
- Гибка металла этапы технологического процесса
- Роликовый нож
- Составление технического задания
- Гибка металла и ее основные способы
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Как купить Листогибы
Компания «МОССклад» поставляет Листогибы, гибочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить листогибы ручные, гидравлические, листогибочные станки следующих производителей: 3EMAKINA, ACL, FABTEC, FERROX, FERRUM machine tools, H.M. Transtech, ILMAKSAN, JIARONG, JOUANEL, MAZANEK, PROD-MASZ, RAS, Tapco, TTMC, VAN MARK, ЛГМ, Металл Мастер, Россия, и другие.
Приобрести Листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Выбираем ручной листогиб
Так как при работе ручных листогибочных машин применяют исключительно силу работника для приведения в движение траверс, то стоит обратить внимание на оснащение выбранной вами модели приспособлением для утяжеления естественного рычага гибочной балки или наличия в конструкции системы противовесов, как дополнительного усилителя. Это вспомогательное оборудование позволит затрачивать намного меньше усилий при совершении рабочих операций и особенно существенно проявит себя при поточном выпуске изделий
Выбор ручного станка для гибки металла должен основываться как на технических характеристиках оборудования, так и на наличии дополнительных инструментов и приспособлений таких, как:
- отрезная машинка,
- разматыватель для рулонных материалов,
- загрузочная и разгрузочная тележки,
- приемный модуль для складирования готовых изделий.
Принципы выбора и эксплуатации листогиба
При выборе станка для гибки металла нужно учитывать ряд факторов:
Для разовых работ подойдёт ручная модель.
Нужно учитывать размеры рабочей части, чтобы можно было сгибать листы нужного размера.
Принимать во внимание максимально допустимую толщину сгибаемого изделия.
Модель, оборудованная ножками, рабочим столом с упорами гораздо удобнее, надёжнее механизма, закрепляемого на верстаке.
При гибке металла нужно учитывать особенности эксплуатации оборудования:
- Работать в защитных перчатках, поскольку у тонколистового металла острые края и можно порезаться.
- Не пытаться согнуть листы большой толщины на ручных моделях.
- Не начинать поднимать ручки до выставления заготовки. При сгибании нужно положить обе руки на рукояти.
Мастера рекомендуют использовать механизмы, оборудуемые педалью для управления. Она позволяет обезопасить себя в процессе.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.
Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
Ручной листогиб ЭДЕЛЬВЕЙС
Миниатюрный сегментный станок для изготовления штучных кровельных элементов: ромбов, трапеций, панелей фасадов размерами 250х250 мм – лучший выбор профессионалов и любителей.
Используется в работе с материалами толщиной:
-
сталь 0,7 мм,
-
алюминий 1,0 мм,
-
медь и цинк 0,8 мм.
Важно! Вес 5 кг позволяет пользоваться листогибом на строительных лесах и крышах.
Особенности конструкции:
-
балка с сегментами перемещается по направляющей планке.
-
фальцы картин с двух сторон кровельных элементов отбортовываются налицо, с двух других – наизнанку.
-
панели фасадов можно делать как прямоугольные, так и в виде параллелограммов.
-
без этого инструмента невозможно обойтись при строительстве луковичных куполов храмов, конусных башен, кровельных покрытий зданий.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
-
Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
-
Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
-
На каждый из тавров приваривается по паре укосин с двух сторон.
-
К укосинам приваривается гайка болта.
-
Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
-
Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
-
К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
-
Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
-
Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Роликовые листогибы
Роликовый листогиб производится в стационарном, мобильном и ручном вариантах. В двух последних случаях предельная толщина листа, который можно гнуть без особых усилий, составляет 0,8 мм. Стационарный роликовый листогиб может работать с металлом до 1 мм толщиной и до 2,04 м шириной.
Во всех вариантах листогиба наибольший угол наклона кромок составляет 90. Но это не является особым препятствием для его использования — большие углы для коробов или доборных элементов нужны редко, а кромки при фальцовом соединении догнуть не сложно.
На базе роликовой технологии можно купить или построить самому небольшой настольный листогиб для изготовления различных поделок, необходимых при домашнем ремонте или строительстве гаража или дачи. Использовать его можно и для кузовного ремонта в частных мастерских, на СТО или в собственном гараже. Роликовый минилистогиб станет надежным помощником и в монтаже кровель, желобов, окантовок, подоконников.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
По производителю
3EMAKINA
ACL
FABTEC
FERROX
FERRUM machine tools
H.M. Transtech
ILMAKSAN
JIARONG
JOUANEL
MAZANEK
PROD-MASZ
RAS
Tapco
TTMC
VAN MARK
ЛГМ
Металл Мастер
Россия
Полезная информация
Листогиб состоит из станины, прижимной и гибочной балок. Для удобства работы некоторые модели оснащены ножной педалью для открывания и закрывания верхней балки, угломером для высокой повторяемости производимой продукции в крупносерийном производстве, а также передним и задним упором для поддержания и фиксации крупных заготовок. Для раскроя металла станок может быть оснащен роликовым ножом.
Листогибы делятся на несколько типов:
Ручные листогибы
Ручные станки применяют в единичном и мелкосерийном производстве при работе с металлом до 2 мм. Гибочный механизм приводится в действие за счет усилия нажатия на рычаг. Основные преимущества:
- удобство (ручной листогиб не требует подключения к источнику тока, может эксплуатироваться в условиях отсутствия электричества);
- мобильность (за счет относительного небольшого веса);
- низкая стоимость (по сравнению с электромеханическими и гидравлическими моделями).
Электромеханические листогибы
Электромеханические станки применяют для гибки листового металла в условиях серийного производства. В отличии от ручных, электромеханические станки являются стационарными и приводятся в действие посредством редуктора с электродвигателем. Важным фактором у таких станков является скорость траверсы: чем она выше, тем больше производительность листогиба и скорость самой работы. Станки могут иметь педальное или кнопочное управление.
Преимущество использования электромеханического листогиба — полная автоматизация, от оператора не требуется практически никаких физических усилий, кроме загрузки и снятия заготовки.
Гидравлические листогибы
Такие станки имеют высокую производительность за счет гидравлического привода. Путём равномерного распределения усилия по всей длине они способны производить безупречный гиб листового металла толщиной до 3 мм.
Процесс сгибания металла осуществляется с помощью давления на рабочий орган, которое происходит за счет поступления в цилиндры гидравлической жидкости, выталкивающей поршни.
Преимуществами данного типа являются:
- отсутствие вибраций за счет прочной рамы из высоколегированной стали;
- высокая повторяемость деталей за счет электронного управления процессом;
- безопасность — подобные станки оборудован специальными щитами и системами экстренного отключения.
Гидравлические листогибы, в отличии от остальных видов, существенно ускоряют изготовление стандартных изделий на крупном производстве за одну смену.
Сегментные листогибы
Гибочные балки таких станков могут быть оснащены специальными сегментами, с помощью которых можно изготавливать изделия сложных профилей, коробчатых, трапециевидных форм сечений (фасадных кассет, лотков, поддонов и др).
Перед покупкой вы можете ознакомиться с ассортиментом оборудования на нашем сайте, а также получить консультации по бесплатному номеру по всей России: 8 (800) 333-51-02.
Как купить Листогибы
Компания «МОССклад» поставляет Листогибы, гибочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить листогибы ручные, гидравлические, листогибочные станки следующих производителей: 3EMAKINA, ACL, FABTEC, FERROX, FERRUM machine tools, H.M. Transtech, ILMAKSAN, JIARONG, JOUANEL, MAZANEK, PROD-MASZ, RAS, Tapco, TTMC, VAN MARK, ЛГМ, Металл Мастер, Россия, и другие.
Приобрести Листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
- Раскрой листового материала и получение заготовок, которые подлежат обработке на гибочном оборудовании, получают разнообразными способами.. Для раскроя могут быть использованы практически все виды заготовительного оборудования.
- Затем, заготовки передают на производственный участок, где оператор, у которого на руках должна быть вся необходимая рабочая документация выполняет соответствующие операции и в итоге получает готовую деталь.
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент – линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Роликовый нож
Для отрезания полученной детали, можно использовать несколько видов ножей, например, сабельный, или роликовый. Чаще всего их применяют для работы с тонколистовым материалом. При сборке самодельного листогиба роликовый нож целесообразно приобретать в компании, которая занимается поставками подобного оборудования.
Роликовый нож самодельного листогиба
Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
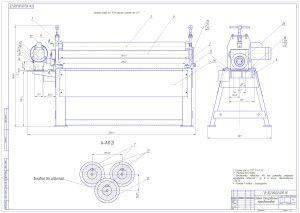
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.

Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании
При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали
Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
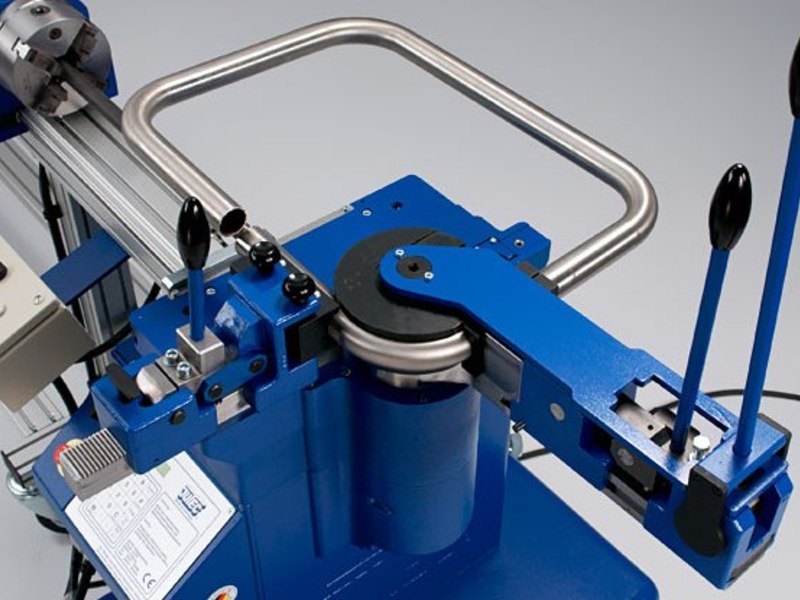
Гибка труб
Трубы тоже можно изгибать в соответствии с требованиями рабочей документации. Существует несколько методов – ручной и механизированный. Кстати, в повседневной жизни гнутые трубы можно встретить на ограждениях и перилах, установленных в жилых домах и помещениях другого назначения.
Гибка гидравлических труб
Чаще всего трубы зашибают по радиусу. Этот процесс позволяет формировать частичный или полный изгиб трубы. Причем, он не будет зависеть от формы и размера сечения. Процесс деформирования труб выглядит примерно следующим образом – при изгибании полого профиля на заготовку воздействует несколько сил, одна оказывает влияние на поверхность внутренней стенки, а вторая на внешнюю сторону профиля.

Процесс гибки круглых труб
При выполнении изгиба трубы существует опасность того, что при взаимодействии этих сил профиль трубы может деформироваться. В результате этого может произойти потеря соосности. Более того, при несоблюдении ряда технологических правил, труба может быть разорвана. При неравномерном изгибе возможно образование складок в месте сгиба. Причиной тому воздействие тангенциальных сил, возникающих в процессе деформации трубы.
Во избежание подобных явлений применяют холодную и горячую гибку трубы. Первый метод применяют для обработки труб с небольшим диаметром. Но в таком случае необходимо знать минимально допустимый радиус гиба, который проходит по осевой линии. Надо отметить, что применение местного разогрева трубы создает более комфортные условия для выполнения гиба трубы. Металл после нагрева получает пластичность, достаточную для выполнения заданной деформации. Метод горячей гибки применяют на трубах большого диаметра.