Содержание:
- Особенности дюймовой конической резьбы
- Коническая трубная резьба
- Параметры классификации трубной резьбы
- Контроль качества и измерение разных видов нарезки
- Особенности цилиндрической резьбы
- Особенности и маркировка
- Виды и классификация: дюймовая Fanuc и другие
- Типы резьбы
- Параметры конической трубной резьбы
- Конструктивные особенности
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
- вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
- угол профиля является константой и равняется 55°;
- конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
- максимальный диаметр конуса равен 6’’;
- вершины треугольника резьбы всегда обрезаны или притуплены;
- основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Параметры классификации трубной резьбы
Классификацию резьбовых соединений производят по разным параметрам. По способу нарезки можно сгруппировать на следующие виды:
- Тип поверхности расположения канавок – в виде цилиндра (цилиндрическая) или конуса (коническая).
- Расположение на изделии. Нарезают по наружной или внутренней поверхности.
- Число заходов спиральных углублений. Могут быть однозаходные и многозаходные.
- Профиль накатки. Это может быть прямоугольник, треугольник или трапеция. Чаще всего используется треугольный профиль, как самый прочный универсального назначения.
- Направление витков. Может быть прямоугольной или левосторонней.
- Единица измерения диаметров. Резьбовые соединения измеряются в метрической или дюймовой системе.
- Назначение. Могут быть крепежными, ходовыми, крепежно-уплотнительными и упорными.
Трубные резьбы, используемые при монтаже систем водоснабжения, отопительной сети и канализации, подразделяются на следующие виды:
- Цилиндрическая.
- Коническая.
- Дюймовая.
Область применение каждого вида профиля уточняется его техническими свойствами и характеристиками.
Коническая
Трубный профиль с нарезом в виде уменьшенного конуса называется конической резьбой.
На чертежах и монтажных схемах обозначается английской буквой G и измеряется в дюймах. Нарезка такого вида применяется для герметичности трубопроводов высокого давления, заполненных жидкостями или газообразными веществами. Коническая накатка обеспечивает прочное монолитное соединение изделий.
В качестве примера можно привести гидропривод тяжелой техники, в котором маслянистая жидкость работает в условиях высокого давления. В этом случае в соединении узлов задействованы профили разного типа. Поэтому конические резьбовые соединения обозначаются показателем в виде дроби, где числитель – это внутренняя резьба, а внешняя – показана в знаменателе.
Круглая метрическая
К сантехнической арматуре предъявляются высокие требования герметичности и разъемности соединений.
Конструктивные особенности круглой метрической резьбы обеспечивают высокую сопротивляемость к внешним и внутренним усилиям, что значительно увеличивает срок службы всего узла.
Профиль по внешнему виду напоминает окружности, с вершинами и впадинами, соединенных под углом 90 градусов.
Круглой резьбой оборудуются следующие элементы:
- Смесители холодной и горячей воды.
- Сантехнические краны.
- Запорные вентили.
- Шпиндели.
Круглые нарезки можно использовать в деталях и элементах, эксплуатируемых в загрязненных средах.
National pipe thread — NPT
С маркировкой стандартами NPT (National pipe thread) сталкиваются при покупке сантехнической арматуры и изделий, произведенных в Америке. Резьба NPT соответствует ГОСТу № 6111.1952 года. Несмотря на свою давность этот стандарт применяется практически во всех странах СНГ. В этом документе содержится описание дюймовой конической резьбы с профилем в 60 градусов.
Порядок измерения диаметров труб по внутренней и наружной окружности Для организации водопровода, отопления или канализации используют трубы разных размеров. Отсутствие маркировки с информацией может стать причиной неправильного выбора фитингов или переходников для…
Резьба по стандарту NPT изготавливается в размерах от 1/16 до 24 дюйма. Следует учесть, что такой маркировкой обозначается пропускное сечение полости трубы, а не привычный измеритель — наружные диаметры подключаемых патрубков или штуцеров.
Таблица основных размеров конической дюймовой резьбы по стандартуNPTи ГОСТу 6111.
| Размер (дюймы) | Промежуточный диаметр (миллиметры) | Длина (миллиметры) | Количество витков |
| 1/2 | 19,78 | 13,5 | 14 |
| 1/16 | 7,142 | 6,5 | 27 |
| 2 | 58,33 | 19 | 11,5 |
| 1/8 | 9,52 | 7 | 27 |
| 3/4 | 25,12 | 14 | 14 |
| 1 1/2 | 46,3 | 18,5 | 11,5 |
| 1/4 | 12,45 | 9,5 | 18 |
Контроль качества и измерение разных видов нарезки
Для нарезки можно использовать различные способы и инструменты, но на измерение резьбы это в конечном итоге не окажет ни малейшего влияния. Также стоит помнить, что измеряется трубная резьба в миллиметрах, но стандарты ее изготовления отображаются в дюймах.
Для измерений используются следующие способы:
- Измерение с помощью калибров. Данный метод измерения дает возможность получить исчерпывающую информацию о материале. Для проведения замеров используется калибр цилиндрической формы, имеющий наружную нарезку. Он вкручивается в трубу, причем в процессе отслеживается плотность подгонки деталей и легкость вкручивания. При несовпадении диаметра или шага резьбы установить калибр не выйдет, поэтому придется взять следующий, имеющий иные показатели. Эта операция повторяется до тех пор, пока выбранный калибр не подойдет. В случае с наружной резьбой процесс будет выглядеть таким же образом, с той лишь разницей, что калибр навинчивается поверх трубы. Учитывая количество возможных типоразмеров нарезки, такое измерение может занять очень много времени.
- Измерение плоскими шаблонами. Такой способ требует меньших затрат усилий и времени, но не позволяет добиться высокой точности замеров. Суть процесса в следующем: пластина, имеющая профиль нарезки, прикладывается к наружной или внутренней части трубы. При отсутствии зазора между трубой и шаблоном операция по измерению закончена. Такой способ подходит в том случае, если калибров нет, а резьбу проверить необходимо.
Для создания резьбы используется несколько методов, которые, впрочем, никак не зависят от применяемого инструмента:
- Накатка резьбы. Данный способ является промышленным, со всеми вытекающими последствиями. Трубная резьба создается в процессе изготовления материала, и на рынок он попадает уже в готовом виде.
- Механическая нарезка резьбы. Такой метод осуществляется при помощи токарного станка. Сначала необходимо зафиксировать трубу в патроне. Перед работой труба предварительно обрабатывается – на стороне резьбы должна быть фаска. Далее на запущенном станке к заготовке подводится резец при настроенном темпе перемещения суппорта. Механическая нарезка позволяет создать наиболее качественную резьбу.
- Ручная нарезка. Для ручной работы требуется специальная плашка или метчик. Этот метод повсеместно используется в случаях, требующих соединения уже установленных разводок из труб, диаметр которых не превышает 6 дюймов. Распространение данного метода создания резьбы обусловлено тем, что далеко не всегда трубу можно обработать на станке.
- Нарезка плашкой. Начинается данный процесс с того, что на предварительно зафиксированную трубу надевается плашка, которая крепится при помощи зажима. Далее инструмент необходимо накрутить поверх трубы по часовой стрелке. Когда сопротивление становится слишком сильным, нужно пару раз провернуть плашку обратно, после чего продолжить процесс. Труба, диаметр которой превышает полдюйма, обрабатывается дважды – черновой и чистовой плашкой.
- Нарезка метчиком. Данный способ отлично подходит для создания внутренней резьбы. Хвостовик приспособления необходимо вставить в специальный держатель. При помощи рукояток метчик постепенно вкручивается в трубу. Когда двигать метчик становится слишком сложно, нужно сделать пару оборотов в обратную сторону, после чего можно продолжать работу.
Заключение
Изложенная в данной статье информация дает исчерпывающую информацию о трубной резьбе и методах ее создания. Полученные знания можно использовать на практике при работе с водопроводными, газовыми или отопительными трубопроводами.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Особенности и маркировка
Для начала необходимо сказать о том, что существует множество видов подобных типов соединений. Они отличаются по форме зубцов, ширине шага и длине, но принцип работы их остается одинаковым. Учитывая это, делается трубная коническая резьба по ГОСТу и специально маркируется, чтобы мастера могли отличать все эти типы.
Метчики для нарезки внутри трубы или отверстия маркируются в соответствии с типом изготавливаемого вида соединения
Преимущества
Прежде всего, необходимо сказать о том, что именно данный вид резьбы больше всего подходит для труб. Дело в том, что при закручивании острие конуса немного заминается, обеспечивая хорошую плотность стыка и герметизацию. Однако инструкция по эксплуатации не рекомендует постоянно разбирать и собирать этот тип соединений, поскольку это приведет к выработке.
Принцип изготовления наружной нарезки ручным методом, с использованием плашки и специального воротка
- В отличие от других типов подобных элементов такую резьбу можно легко изготовить самостоятельно. Для этого просто понадобится соответствующая плашка или метчик. Другие же резьбы очень трудно создавать своими руками, особенно если их создают на материале большого диаметра.
- Стоит отметить, что для самостоятельного изготовления такого типа соединений необходимо приобрести соответствующий инструмент. Его цена может показаться довольно большой, но такая стоимость вполне оправдывает себя за все время эксплуатации.
Самостоятельно легко нарезать изделия из конструкционной и углеродистой стали, но при наличии заготовок из легированного или каленого материала могут возникнуть трудности связанные с необходимость прикладывать больше сил
Необходимо упомянуть и о том, что данный тип наружной резьбы отлично подходит даже к внутренней прямоугольной насечке. Поэтому ее используют чаще всего.
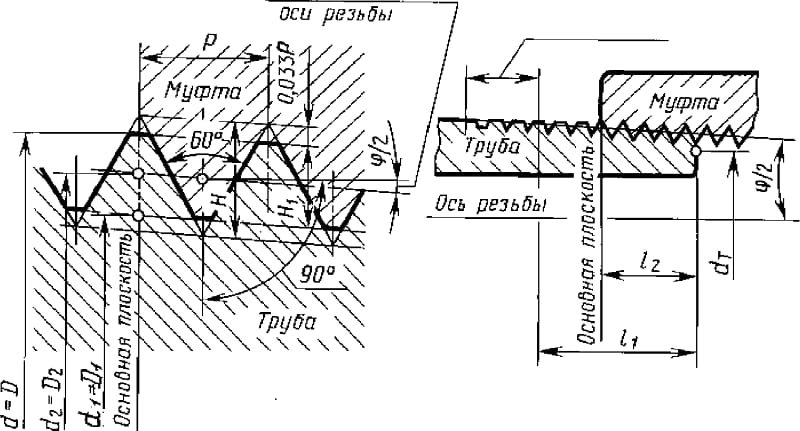
Размеры и маркировка данных типов нарезки в соответствии с ГОСТом, представленные в виде схемы соединения и таблицы с указанием всех допустимых данных
Маркировка
Прежде всего, данный тип соединения обозначают буквой R. При этом для внутреннего изделия к маркировке добавляют литеру С. Поэтому, трубная коническая резьба RC1 2 говорит о том, что она расположена внутри и имеет размер 1/2, что также определяет номинальный диаметр.
Различные виды нарезки на трубах и других элементах
Стоит отметить, что обычно шаг, высота и длина такого соединения зависят от диаметра и увеличиваются пропорционально вместе с ним. Поэтому нет смысла запоминать все обозначение трубной конической резьбы, поскольку намного проще воспользоваться специальной справочной литературой.
Также все водопроводные системы выпускают с одинаковыми параметрами таких насечек, а значит, просто достаточно подобрать изделия с соответствующим диаметром.
Угол наклона при изготовлении конической резьбы позволяет осуществлять плотное соединение практически с полной герметизацией
Рекомендации мастеров
Обычно размеры трубной конической резьбы подбирают в соответствии с ее диаметром, поскольку они соответствуют оптимальным критериям соединения. Поэтому не стоит заниматься самодеятельностью и искать инструмент для создания другого сечения. Это практически невозможно и очень непрактично.
Стоит отметить, что инструмент для создания подобной резьбы значительно отличается по своей форме от того, который используют для других типов нарезки
- При самостоятельном изготовлении резьбы стоит использовать небольшое количество машинного масла, чтобы облегчить ход метчика или плашки по металлу трубы.
- Когда делается резьба необходимо сразу удалять стружку, чтобы она не попала на режущую поверхность и не порвала нить.
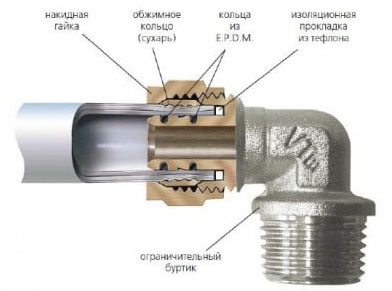
Подробные чертежи ниппельной системы с муфтой, где будет использовано соединение, основанное на данном типе нарезке
https://youtube.com/watch?v=_pFRndTMJQs
Для работы используют несколько метчиков или плашек, которые соответствуют черновой и чистовой обработке материала.
Профессиональные мастера или слесаря, которым постоянно приходится сталкиваться с подобными работами рекомендуют приобретать для данных целей соответствующие наборы, но при этом обязательно необходимо проверить качество металла, из которого они изготовлены
Виды и классификация: дюймовая Fanuc и другие
По форме поверхности трубы, на которой выполняется резьба, она может быть:
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Нормальная
Для диаметров от 1ʺ до 6ʺ чаще используют нарезку в 11 ниток на дюйм.
Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Типы резьбы
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме.
Есть еще один важный момент — т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра
Трубная резьба дюймовая
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг — расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля.
Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55°
Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
Переходник от метрической резьбы к дюймовой
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать.
Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы — ½ “
Схематическое изображение резьбы Эдисона
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.